Jakie są stopy stali? Bezpośrednia odpowiedź
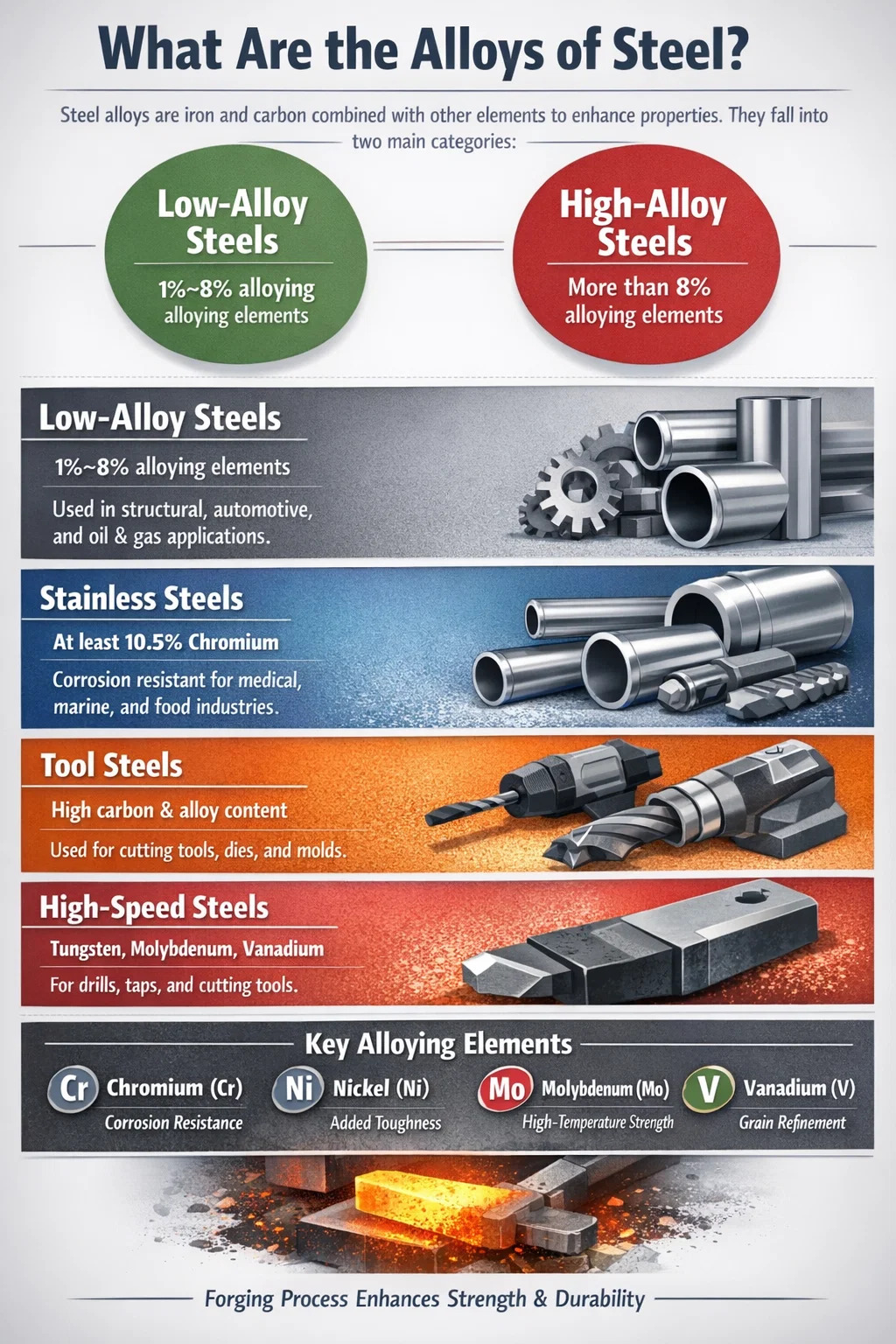
Stopy stali powstają w wyniku połączenia żelaza i węgla z jednym lub większą liczbą dodatkowych pierwiastków stopowych — takich jak chrom, nikiel, molibden, wanad, mangan lub wolfram — w celu wytworzenia materiałów o określonych właściwościach mechanicznych, termicznych lub chemicznych, których zwykła stal węglowa nie jest w stanie zapewnić sama. Szeroka rodzina dzieli się na dwie główne gałęzie: stale niskostopowe , które zawierają mniej niż 8% wszystkich pierwiastków stopowych, oraz stale wysokostopowe , które przekraczają ten próg i obejmują stale nierdzewne i stale narzędziowe.
W tej rodzinie odkuwki ze stali stopowej zajmują krytyczną niszę przemysłową. Kiedy stal stopowa jest kształtowana poprzez kucie – proces ściskania podgrzanego metalu pod wysokim ciśnieniem – powstałe komponenty wykazują wyrafinowaną strukturę ziaren, doskonałą odporność na zmęczenie i węższą tolerancję wymiarową niż odlewy lub pręty obrobione maszynowo. Branże, od ropy i gazu, przez przemysł lotniczy, po energetykę, w dużym stopniu opierają się na odkuwkach ze stali stopowej w przypadku części, które muszą wytrzymać ekstremalne obciążenia, temperaturę lub środowiska korozyjne.
W poniższych sekcjach omówiono kluczowe rodziny stopów, ich skład, rolę każdego pierwiastka stopowego oraz sposób, w jaki kucie przekształca surową stal stopową w komponenty o wysokiej wydajności.
Główne kategorie stopów stali
Klasyfikacja stopów stali opiera się na kilku nakładających się systemach – według całkowitej zawartości stopu, głównego pierwiastka stopowego i zastosowania końcowego. Najbardziej praktycznym rozwiązaniem dla inżynierów i nabywców jest połączenie poziomu zawartości stopu i tożsamości pierwiastka pierwotnego.
Stale niskostopowe
Stale te zawierają od 1% do 8% wszystkich pierwiastków stopowych. Są głównymi specjalistami w inżynierii konstrukcyjnej, produkcji zbiorników ciśnieniowych i odkuwkach ze stali stopowej na dużą skalę. Typowe gatunki obejmują AISI 4130, 4140, 4340 i 8620. Na przykład odkuwka gatunku 4340 może osiągnąć wytrzymałość na rozciąganie 1080–1470 MPa w zależności od obróbki cieplnej, co czyni go idealnym wyborem do elementów podwozia samolotu, wałów korbowych i przekładni o dużej wytrzymałości.
Stale wysokostopowe
Gdy całkowita zawartość pierwiastków stopowych przekracza 8%, stal klasyfikuje się jako wysokostopową. Najbardziej znaczącym komercyjnie podzbiorem jest stal nierdzewna, która wymaga co najmniej 10,5% chromu tworząc pasywną warstwę tlenku odporną na korozję. Należą do nich również szybkotnące stale narzędziowe, stale łożyskowe i stopy żaroodporne. Stale maraging – wyspecjalizowana grupa wysokostopowa zawierająca 18–25% niklu – osiągają ultrawysoką wytrzymałość (do 2400 MPa ) poprzez mechanizm starzenia martenzytu zamiast konwencjonalnej obróbki cieplnej.
Stale nierdzewne
Stal nierdzewna jest technicznie podzbiorem stali wysokostopowej, ale prawie zawsze jest omawiana osobno ze względu na jej skalę i różnorodność. Cztery główne rodziny to austenityczne (seria 300), ferrytyczne (seria 400), martenzytyczne (seria 400 i 500) oraz duplex (2205, 2507). Gatunki duplex łączą mikrostruktury austenityczne i ferrytyczne i oferują z grubsza dwukrotnie większą granicę plastyczności standardowego 316L przy zachowaniu porównywalnej odporności na korozję — dlatego dominują one w podmorskich rurociągach naftowych i gazowych oraz elementach pomp, często produkowanych jako odkuwki ze stali stopowej.
Stale narzędziowe
Stale narzędziowe to gatunki wysokostopowe, wysokowęglowe, zaprojektowane pod kątem twardości, odporności na zużycie i stabilności wymiarowej w podwyższonych temperaturach. Grupy obejmują hartowanie w wodzie (seria W), hartowanie w oleju (seria O), hartowanie w powietrzu (seria A), stale typu D (seria o wysokiej zawartości chromu), stale do pracy na gorąco (seria H) i stale szybkotnące (seria M i T). Gatunek taki jak stal szybkotnąca M2 zawiera około 6% wolframu, 5% molibdenu, 4% chromu i 2% wanadu , nadając mu wyjątkową twardość w kolorze czerwonym dla narzędzi skrawających pracujących w temperaturze bliskiej 600°C.
Kluczowe pierwiastki stopowe i ich wpływ na stal
Każdy pierwiastek dodany do stali powoduje określone, przewidywalne zmiany w mikrostrukturze i właściwościach. Zrozumienie tych efektów jest niezbędne przy określaniu specyfikacji odkuwek ze stali stopowej, ponieważ temperatury kucia, szybkości chłodzenia i obróbka cieplna po kuciu muszą uwzględniać skład chemiczny stopu.
| Elementu | Typowy zakres (%) | Efekt pierwotny | Wspólne stopnie |
|---|---|---|---|
| Chrom (Cr) | 0,5–30% | Odporność na korozję, hartowność, odporność na zużycie | 4140, 52100, 316 |
| Nikiel (Ni) | 0,5–36% | Wytrzymałość, udarność w niskich temperaturach, odporność na korozję | 4340, stal kriogeniczna 9% Ni, maraging |
| Molibden (Mo) | 0,15–10% | Wytrzymałość na wysoką temperaturę, odporność na pełzanie, odporność na korozję wżerową | 4140, 316L, P91 |
| Wanad (V) | 0,05–5% | Rozdrobnienie ziarna, twardość, odporność na zużycie w podwyższonych temperaturach | H13, M2, mikrostopowy HSLA |
| Mangan (Mn) | 0,3–14% | Hartowność, odtlenianie, umocnienie przez zgniot (stal Hadfielda) | 1045, Hadfield, HSLA |
| Wolfram (W) | 1–20% | Twardość czerwona, zachowanie twardości w wysokiej temperaturze | Stal szybkotnąca T1, T15 |
| Krzem (Si) | 0,1–4% | Odtlenianie, odporność na utlenianie, wytrzymałość stali sprężynowej | Stal sprężynowa 9260, stal krzemowo-elektryczna |
| Bor (B) | 0,0005–0,003% | Znaczna poprawa hartowności już na bardzo niskim poziomie | 10B30, gatunki boru HSLA |
Hartowność – zdolność stali do hartowania na określoną głębokość – jest jednym z najważniejszych parametrów odkuwek ze stali stopowej. Gruba część kuta, która nie twardnieje w rdzeniu, będzie miała miękkie wnętrze, które ogranicza nośność. Chrom, molibden i mangan znacznie zwiększają hartowność, dlatego gatunki takie jak 4140 (Cr-Mo) i 4340 (Ni-Cr-Mo) są tak powszechnie stosowane w przypadku dużych odkuwek.
Typowe gatunki stali stopowej i ich zastosowania w świecie rzeczywistym
Wybór gatunku rzadko jest abstrakcyjny — zależy od konkretnych warunków pracy, geometrii i ograniczeń kosztowych. Poniższe gatunki reprezentują najbardziej istotne z handlowego punktu widzenia stale stopowe, z których wiele jest rutynowo przetwarzanych jako odkuwki ze stali stopowej.
AISI 4140 (stal chromowo-molibdenowa)
Być może najbardziej wszechstronna stal niskostopowa obecnie produkowana, 4140 zawiera około 0,95% chromu i 0,20% molibdenu obok 0,38–0,43% węgla. W stanie hartowanym i odpuszczonym osiąga wytrzymałość na rozciąganie 850–1000 MPa przy dobrej wytrzymałości zmęczeniowej. Stosowany jest do półosi, wałów pomp, sprzęgieł, tłoczysk i przekładni. Jako odkuwki ze stali stopowej, komponenty 4140 można znaleźć na całym polu naftowym – w kołnierzach wiertniczych, płytach podwodnych i prętach Kelly’ego – ponieważ gatunek ten wytrzymuje zmęczenie skrętne w środowiskach odwiertowych.
AISI 4340 (stal niklowo-chromowo-molibdenowa)
Dodatek ok 1,65–2,00% niklu do bazy Cr-Mo 4340 radykalnie poprawia wytrzymałość i hartowanie na wskroś w dużych przekrojach. Gatunek ten jest standardem dla odkuwek konstrukcyjnych dla przemysłu lotniczego, w tym grodzi, łączników skrzydeł i elementów podwozia. Można go poddawać obróbce cieplnej do minimalnej wytrzymałości na rozciąganie 1470 MPa, zachowując jednocześnie udarność Charpy'ego powyżej 20 J w –40°C. AMS 6415 i AMS 6414 to specyfikacje zamówień dla przemysłu lotniczego i kosmicznego dla tego gatunku, przy czym ten ostatni wymaga przetapiania łukiem próżniowym (VAR) w celu zapewnienia najwyższej czystości.
AISI 8620 (stal do nawęglania niklowo-chromowo-molibdenowego)
Gatunek 8620 to stal do nawęglania. Niska zawartość węgla w rdzeniu (0,18–0,23%) zapewnia wytrzymałość wnętrza, a nawęglanie powierzchni do zawartości 0,8–1,0% węgla tworzy twardą i odporną na zużycie obudowę. Po nawęglaniu i hartowaniu osiąga się twardość powierzchni 58–62 HRC , podczas gdy rdzeń pozostaje na poziomie 25–35 HRC. Przekładnie, koła zębate i wałki rozrządu to klasyczne zastosowania w kuciu stali stopowej 8620 w produkcji samochodów i ciężkiego sprzętu.
AISI 52100 (stal łożyskowa o wysokiej zawartości węgla i chromu)
Z około 1,0% węgla i 1,5% chromu , 52100 jest przeznaczony do trwałości zmęczeniowej tocznej w bieżniach łożysk i kulkach. Po hartowaniu osiąga twardość powierzchniową rzędu 60–64 HRC. Ze względu na wyjątkowo rygorystyczne wymagania dotyczące czystości – niska zawartość siarki, fosforu, tlenu i wtrąceń – oznacza, że 52100 jest często wytwarzany w procesie przetapiania elektrożużlowego (ESR). Kute pierścienie łożyskowe ze stali 52100 mają lepsze właściwości niż pręty obrabiane maszynowo ze względu na korzystne wyrównanie przepływu ziaren z geometrią pierścienia.
P91 i P92 (stale odporne na pełzanie zawierające 9% chromu)
P91 (9Cr-1Mo-V-Nb) i P92 (9Cr-2W-0,5Mo-V-Nb) to stale chromowo-molibdenowe przeznaczone do systemów parowych w elektrowniach pracujących w temperaturze powyżej 565°C. Odkuwki P91 stosowane w korpusach zaworów, skrzyniach parowych i obudowach turbin muszą utrzymywać stabilność mikrostrukturalną przez cały projektowany okres użytkowania 200 000 godzin . Gatunki te wymagają starannej obróbki cieplnej po spawaniu i kuciu (zazwyczaj normalizacja w temperaturze 760°C i odpuszczanie w temperaturze 760°C), aby uzyskać odpowiednią mikrostrukturę martenzytu odpuszczonego.
Stal manganowa Hadfielda (gatunek 1.3401 / ASTM A128)
Stal Hadfielda zawiera około 11–14% manganu i 1,0–1,4% węgla . Jego cechą charakterystyczną jest austenityczne utwardzanie przez zgniot: pod wpływem obciążenia udarowego lub ściskającego powierzchnia twardnieje od około 200 HB do ponad 550 HB, podczas gdy masa pozostaje twarda. Szczęki kruszarki, przejazdy kolejowe i zęby łyżki koparki opierają się na tej właściwości. Ponieważ stal Hadfielda jest trudna do kucia (twardnieje podczas odkształcania), większość dużych elementów Hadfielda jest raczej odlewana niż kuta.
Dlaczego kucie zmienia wydajność stali stopowej
Kucie to nie tylko operacja kształtowania – to proces metalurgiczny. Kiedy stal stopowa jest podgrzewana do zakresu temperatur kucia (zwykle 1050–1250°C w zależności od gatunku) i odkształca się pod ciśnieniem, w wewnętrznej strukturze metalu następuje kilka jednoczesnych ulepszeń.
Uszlachetnianie ziarna
W wyniku odlewania powstają grube, losowo zorientowane ziarna z segregacją dendrytów. Kucie niszczy tę strukturę poprzez powtarzające się cykle odkształcenia i rekrystalizacji. Rezultatem jest drobna, równoosiowa struktura ziaren — zazwyczaj o wielkości ziaren ASTM 5–8 — która jest odporna na inicjację i propagację pęknięć. Stale drobnoziarniste odkuwki ze stali stopowej stale wykazują 15–25% wyższa wytrzymałość zmęczeniowa niż równoważne odlewy z tego samego składu stopu.
Kontrolowany przepływ ziarna
W kutym elemencie linie przepływu słojów – lub „linie włókien” – podążają za konturem kształtu części, podobnie jak słoje drewna podążają za kształtem gałęzi. Jest to szczególnie istotne w przypadku odkuwek ze stali stopowej stosowanych w częściach obrotowych, takich jak wały korbowe i półfabrykaty przekładni, gdzie główny kierunek naprężeń pokrywa się z przepływem ziaren, maksymalizując wytrzymałość i odporność zmęczeniową. Obrobiony maszynowo wał korbowy z prętów przecina linie przepływu ziaren, odsłaniając słabsze właściwości poprzeczne dokładnie w miejscach narażonych na duże naprężenia.
Zamknięcie porowatości i inkluzji
Wlewki odlewane zawierają porowatość skurczową i pory gazowe. Siły ściskające podczas kucia — które mogą osiągnąć w dużych prasach hydraulicznych 50 000–80 000 ton — zgrzewają te pory i rozprowadzają wtrącenia niemetaliczne w drobniejsze, bardziej rozproszone pasma. To zamknięcie wewnętrznych pustek mierzy się współczynnikiem redukcji odkuwki: współczynnik redukcji 4:1 to na ogół minimum wymagane do zapewnienia odpowiedniego zamknięcia porowatości, podczas gdy w krytycznych odkuwkach ze stali stopowej dla przemysłu lotniczego często określa się współczynnik 6:1 lub wyższy.
Poprawa właściwości mechanicznych — ilościowo
Dane porównujące stal stopową 4340 w stanie odlewanym i kutym ilustrują konkretnie poprawę:
- Wytrzymałość na rozciąganie: Odlew ~900 MPa w porównaniu z kutym ~1080 MPa (hartowany i odpuszczany)
- Granica plastyczności: odlew ~700 MPa w porównaniu z kutym ~980 MPa
- Uderzenie Charpy'ego (podłużne): Odlew ~20 J w porównaniu z kutym ~60–80 J
- Granica zmęczenia (zginanie obrotowe): Odlew ~380 MPa w porównaniu z kutym ~480 MPa
Różnice te wyjaśniają, dlaczego elementy krytyczne dla bezpieczeństwa — kołnierze zbiorników ciśnieniowych, tarcze turbin, półosie samochodowe — są prawie wyłącznie produkowane jako odkuwki ze stali stopowej, a nie odlewy.
Rodzaje procesów kucia stosowanych w przypadku stali stopowej
Nie wszystkie odkuwki są takie same, a wybrany proces znacząco wpływa na mikrostrukturę, tolerancję wymiarową i koszt gotowej odkuwki ze stali stopowej.
Kucie swobodnie matrycowe (kucie swobodne)
Kęs jest ściskany pomiędzy matrycami płaskimi lub o prostym kształcie bez pełnej obudowy. Proces ten jest stosowany w przypadku dużych komponentów o małej objętości: wałów o średnicy do Długość 15 metrów , pierścienie o średnicy kilku metrów oraz bloki na zbiorniki ciśnieniowe lub tarcze turbin. Kucie swobodnie umożliwia operatorowi wielokrotną zmianę położenia przedmiotu obrabianego, osiągając wysokie współczynniki redukcji i doskonałą stabilność wewnętrzną. Większość odkuwek ze stali stopowych przeznaczonych dla energetyki (wirniki turbin, wały generatorów) i przemysłu ciężkiego to odkuwki swobodnie matrycowe.
Kucie matrycowe (wyciskowe).
Stal stopowa jest zamknięta w ukształtowanych wnękach matrycy, które zmuszają metal do wypełnienia geometrii wycisku. Proces ten nadaje się do obróbki kształtów o średniej złożoności w dużych ilościach, takich jak korbowody samochodowe, półfabrykaty przekładni, korpusy zaworów i kołnierze. Tolerancje wymiarowe ±0,5 mm lub lepsze są osiągalne. Koszty matryc są wysokie — zestaw matryc do kucia korbowodu może kosztować od 50 000 do 200 000 dolarów w zależności od rozmiaru i złożoności — ale koszty jednostkowe gwałtownie spadają w przypadku wielkości.
Toczenie pierścienia
Specjalistyczny proces kucia, podczas którego pusta preforma jest stopniowo zmniejszana pod względem grubości ścianki i rozszerzana pod względem średnicy pomiędzy walcem napędzanym a walcem luźnym. W wyniku walcowania pierścieni powstają pierścienie bez szwu o ciągłym obwodowym przepływie ziaren, które idealnie nadają się do bieżni łożysk, kołnierzy, obręczy kół zębatych i dysz zbiorników ciśnieniowych. Odkuwki ze stali stopowej produkowane przez walcowanie pierścieniowe w gatunkach takich jak 4140, 4340 i F22 (2,25Cr-1Mo) są standardowymi komponentami wyposażenia głowic odwiertów ropy i gazu oraz przekładni przemysłowych.
Kucie izotermiczne i prawie izotermiczne
W przypadku stopów o wąskich oknach do obróbki na gorąco — w tym wysokostopowych stali narzędziowych, stopów tytanu i nadstopów niklu — matryce są podgrzewane do temperatury bliskiej temperaturze przedmiotu obrabianego, aby zminimalizować gradienty termiczne i zapobiec przedwczesnemu utwardzaniu. W procesie tym powstają wyjątkowo spójne mikrostruktury, ale wymagane są podgrzewane matryce (często w temp 900–1100°C ) i wolniejsze prędkości prasy, co znacznie zwiększa koszty. Odkuwki izotermiczne o kształcie zbliżonym do netto minimalizują naddatek na obróbkę, co jest cenne, gdy sam stop jest drogi.
Obróbka cieplna Odkuwki ze stali stopowej
Kucie ustala strukturę ziaren; obróbka cieplna określa ostateczną mikrostrukturę i właściwości mechaniczne. W przypadku odkuwek ze stali stopowej trzy główne sekwencje obróbki to normalizowanie, hartowanie i odpuszczanie (Q&T) oraz wyżarzanie.
Normalizowanie
Odkuwka jest podgrzewana do temperatury 30–50°C powyżej górnej temperatury krytycznej (Ac3) i chłodzona powietrzem. Udoskonala to strukturę ziaren, łagodzi resztkowe naprężenia kucia i tworzy jednolitą mikrostrukturę perlityczno-ferrytyczną. Znormalizowany 4140 osiąga wytrzymałość na rozciąganie około 655–860 MPa , odpowiedni do wielu zastosowań konstrukcyjnych bez dalszej obróbki. Normalizowanie poprawia również skrawalność w porównaniu ze stanem po kuciu.
Hartowanie i odpuszczanie
Q&T to standardowa obróbka odkuwek ze stali stopowej wymagających maksymalnej wytrzymałości i wytrzymałości. Odkuwka jest austenityzowana (zwykle 840–870°C dla większości gatunków Cr-Mo), następnie szybko hartowany w oleju lub wodzie w celu wytworzenia martenzytu, a następnie odpuszczany w temperaturze 540–650°C w celu zmniejszenia kruchości przy jednoczesnym zachowaniu większości wytrzymałości. Odkuwka 4340 odpuszczona w temperaturze 540°C osiąga wytrzymałość na rozciąganie około 1470 MPa i granicę plastyczności 1172 MPa; odpuszczanie w temperaturze 650°C zmniejsza wytrzymałość do około 1030 MPa, ale podnosi udarność z ~28 J do ~80 J — klasyczny kompromis między wytrzymałością a udarnością.
Wyżarzanie rozpuszczające odkuwek ze stali nierdzewnej
Odkuwki ze stali austenitycznej (304, 316, 321) wymagają wyżarzania rozpuszczającego w temperaturze 1040–1120°C po czym następuje szybkie hartowanie wodą w celu rozpuszczenia węglików chromu i przywrócenia pełnej odporności na korozję. Jeśli stal austenityczna jest powoli schładzana w zakresie uczulania (425–870°C) po kuciu, węgliki chromu wytrącają się na granicach ziaren, zubożając sąsiednie strefy chromu i pozostawiając je podatne na korozję międzykrystaliczną — zjawisko znane jako uczulenie. Właściwe wyżarzanie rozpuszczające eliminuje to ryzyko.
Utwardzanie wydzieleniowe (starzenie)
Starzenie stosowane do stali nierdzewnych utwardzanych wydzieleniowo (17-4 PH, 15-5 PH) i stali maraging polega na utrzymywaniu odkuwki w określonej temperaturze – zazwyczaj 480–620°C — do wytrącania drobnych związków międzymetalicznych (wytrącenia bogate w miedź w 17-4 PH; Ni₃Mo, Ni₃Ti w stali maraging), które blokują ruch dyslokacyjny oraz zwiększają twardość i wytrzymałość. 17-4 PH w stanie H900 (starzony w temperaturze 482°C) osiąga wytrzymałość na rozciąganie 1310 MPa i plastyczność 1170 MPa, przy dobrej odporności na korozję, co czyni go popularnym w odkuwkach stali stopowej konstrukcyjnej dla przemysłu lotniczego, gdzie liczy się redukcja masy.
Kontrole i standardy jakości odkuwek ze stali stopowej
Ponieważ odkuwki ze stali stopowej są często krytyczne dla bezpieczeństwa, wymagania jakościowe są intensywne i zazwyczaj definiowane przez standardy branżowe, specyfikacje klientów i przepisy.
Odpowiednie normy i specyfikacje
- ASTM A105 — Odkuwki ze stali stopowej ze stali węglowej na elementy rurociągów pracujących w temperaturze otoczenia
- ASTM A182 — Kołnierze i łączniki rur ze stopów lub stali nierdzewnej kute lub walcowane do pracy w wysokich temperaturach
- ASTM A336 — Odkuwki ze stali stopowej na elementy ciśnieniowe i wysokotemperaturowe
- ASTM A508 — Ulepszone cieplnie odkuwki ze stali stopowej na zbiorniki ciśnieniowe, w tym zbiorniki reaktorów jądrowych
- AMS 6415 / AMS 6414 — Specyfikacje kucia stali stopowej lotniczej dla gatunku 4340
- EN 10250 — Norma europejska dotycząca odkuwek stalowych swobodnie matrycowych do ogólnych celów inżynieryjnych
- API6A — Wyposażenie głowicy odwiertu i choinki, obejmujące kute korpusy zaworów i szpule ze stali stopowej
Nieniszczące metody badań
Wielkostopowe odkuwki ze stali stopowej są rutynowo poddawane wielu metodom oceny nieniszczącej (NDE):
- Badania ultradźwiękowe (UT) — Wykrywa wady wewnętrzne (porowatość, wtrącenia, zakładki) za pomocą fal dźwiękowych o wysokiej częstotliwości. Czułość jest zwykle kalibrowana w celu wykrywania reflektorów z płaskim dnem (FBH) o średnicy zaledwie 1,6 mm w przypadku części lotniczych.
- Kontrola cząstek magnetycznych (MPI) — Wykrywa nieciągłości powierzchniowe i przypowierzchniowe w odkuwkach stali stopowej ferromagnetycznej poprzez przyłożenie pola magnetycznego i proszku żelaza lub cząstek fluorescencyjnych.
- Badanie penetracyjne cieczy (PT) — Stosowany do odkuwek ze stali nieferromagnetycznych ze stali nierdzewnej do wykrywania uszkodzeń powierzchniowych.
- Badania radiograficzne (RT) — Badania rentgenowskie lub gamma odkuwek o złożonej geometrii, gdzie dostęp UT jest ograniczony.
Weryfikacja właściwości mechanicznych – rozciąganie, plastyczność, wydłużenie, zmniejszenie powierzchni, udarność Charpy’ego – jest zawsze wymagana w przypadku próbek reprezentatywnych pod względem cieplnym. Badania twardości w wielu miejscach potwierdzają równomierność obróbki cieplnej w przekroju odkuwki.
Odkuwki ze stali stopowej w kluczowych gałęziach przemysłu
Zapotrzebowanie na odkuwki ze stali stopowej jest szeroko rozpowszechnione w gałęziach przemysłu ciężkiego, a każdy z nich ma inne preferencje dotyczące stopów wynikające ze środowiska operacyjnego.
Ropa i Gaz
Choinki choinkowe, korpusy zaworów, kołnierze i piasty złączy podmorskich produkowane są jako odkuwki ze stali stopowej w gatunkach takich jak F22 (2,25Cr-1Mo), F91 (9Cr-1Mo) i stal duplex 2205. Elementy podmorskie muszą wytrzymywać ciśnienia dochodzące do 15 000 psi i temperaturach od –29°C do 180°C, jednocześnie będąc odpornym na pękanie naprężeniowe siarczkowe (SSC) indukowane H₂S. NACE MR0175 / ISO 15156 określa maksymalne limity twardości (zwykle Maksymalnie 22 HRC ) do odkuwek ze stali stopowej w trudnych warunkach, aby zapobiec SSC.
Wytwarzanie energii
Wirniki turbin parowych, wały generatorów i korpusy zaworów dla elektrowni węglowych, gazowych i jądrowych należą do największych i najbardziej wymagających odkuwek ze stali stopowej. Pojedynczy wirnik turbiny niskociśnieniowej dla turbiny parowej o mocy 1000 MW może być ciężki 70 ton i wymagają 100 godzin badania ultradźwiękowego. Stosowane gatunki obejmują 26NiCrMoV14-5, 30CrMoV9, a w przypadku instalacji ultranadkrytycznych modyfikowane stale Cr 9–12% (P91, P92, CB2).
Lotnictwa i Obrony
Podwozie, tłoki siłowników, grodzie konstrukcyjne i mocowania silnika produkowane są jako odkuwki ze stali stopowej w gatunku 4340, 300M (modyfikowany 4340 o większej zawartości krzemu i wanadu), Aermet 100 i 17-4 PH. 300M osiąga przekraczającą wytrzymałość na rozciąganie 1930 MPa o dobrej odporności na pękanie (KIC > 66 MPa√m), co czyni go standardowym materiałem na podwozia samolotów komercyjnych i wojskowych. Wszystkie odkuwki ze stali stopowej dla przemysłu lotniczego podlegają pełnym wymaganiom dotyczącym identyfikowalności materiału, od ciepła stopu do gotowej części.
Motoryzacja i sprzęt ciężki
Wały korbowe, korbowody, wałki rozrządu, zwrotnice, piasty kół i koła zębate mechanizmu różnicowego są produkowane jako odkuwki ze stali stopowej z zamkniętą matrycą. Światowy rynek kucia samochodowego przekroczył 80 miliardów dolarów w 2023 r., przy czym największy segment wolumenowy będzie stanowić stal stopowa. Mikrostopowe gatunki HSLA (stale zawierające wanad 1548 i stale zawierające niob) zyskały udział w rynku, ponieważ osiągają wymaganą wytrzymałość po kontrolowanym chłodzeniu od temperatury kucia bez oddzielnego etapu Q&T — zmniejszając zużycie energii i koszty produkcji.
Górnictwo i Budownictwo
W zębach czerpaków, młotach kruszących, krawędziach czerpaków łyżek i wiertłach do zastosowań górniczych stosuje się odkuwki ze stali stopowej w gatunkach odpornych na zużycie. Typowa dla młotów kruszących jest stal stopowa chromowo-molibdenowa o średniej zawartości węgla (0,35–0,50% C), poddana obróbce cieplnej do 400–500 HB. Wiertła obrotowe wykorzystują odkuwki ze stali stopowej w gatunku 4145H lub modyfikowanej 4145, poddane obróbce cieplnej w celu spełnienia wymagań specyfikacji API 7-1 dla połączeń narzędzi wiertniczych.
Jak wybrać odpowiednią stal stopową do elementów kutych
Wybór stali stopowej na odkuwki to decyzja inżynierska, na którą składa się wiele zmiennych. Poniższe ramy obejmują najważniejsze kryteria wyboru.
Krok 1: Zdefiniuj stan naprężenia i wymagany poziom wytrzymałości
Obciążenie rozciągające, zmęczeniowe, skrętne czy udarowe? Obracający się wał podlega cyklicznemu zginaniu i skręcaniu — rządzi nim wytrzymałość zmęczeniowa, co wskazuje na czyste odkuwki ze stali stopowej o drobnym ziarnie i wysokiej czystości. Płaszcz zbiornika ciśnieniowego podlega dwuosiowemu naprężeniu rozciągającemu w podwyższonej temperaturze — rządzą nim odporność na pełzanie i odporność na pękanie, co wskazuje na gatunki Cr-Mo, takie jak F22 lub F91.
Krok 2: Oceń środowisko
Czy odkuwka ma kontakt z płynami korozyjnymi, kwaśnym gazem, wodą morską lub gazami utleniającymi w podwyższonej temperaturze? Kwaśne usługi wymagają ograniczeń twardości i zgodności z NACE. Środowiska morskie mogą wymagać odkuwek ze stali nierdzewnej typu duplex. Utleniające środowiska o wysokiej temperaturze wymagają zawartości chromu powyżej 9%, aby zapewnić odpowiednią odporność na utlenianie.
Krok 3: Rozważ rozmiar przekroju i hartowność
Wał o średnicy 25 mm można hartować na wskroś za pomocą prostego gatunku 4140. Odkuwka o średnicy 500 mm wymaga gatunku o znacznie wyższej hartowności — 4340 lub, w idealnym przypadku, wariantu wzbogaconego niklem — aby zapewnić, że rdzeń osiągnie docelową twardość po hartowaniu. Podstawowymi narzędziami tej analizy są wykresy hartowności Grossmanna i dane dotyczące hartowania końcowego Jominy dla gatunków kandydackich.
Krok 4: Ocena spawalności
Jeśli odkuwka będzie spawana z rurą lub płytą, ryzyko pęknięć wywołanych wodorem reguluje równoważnik węgla (CE). Wzór IIW CE = C Mn/6 (Cr Mo V)/5 (Ni Cu)/15 powinien znajdować się poniżej 0,40% do spawania bez podgrzewania; gatunki powyżej tego wymagają podgrzewania wstępnego, kontroli temperatury międzyściegowej i obróbki cieplnej po spawaniu (PWHT), co zwiększa koszty i harmonogram.
Krok 5: Uwzględnij obrabialność i koszt
Gatunki wysokostopowe i o wysokiej twardości obrabiają wolniej i szybciej zużywają się narzędzia, co zwiększa koszt obróbki na część. Około 4140 maszyn 40% szybciej niż 4340 w tym samym stanie po obróbce cieplnej. Stale narzędziowe i wysokostopowe gatunki nierdzewne wymagają w całości obróbki węglikowej. Całkowity koszt odkuwki ze stali stopowej obejmuje surowiec, odkuwkę, obróbkę cieplną, obróbkę skrawaniem i kontrolę – a wybór stopu wpływa na to wszystko.
Pojawiające się trendy w odkuwkach ze stali stopowej
Przemysł kucia stali stopowych nie jest statyczny. Rozwój materiałów i innowacje procesowe stale poszerzają to, co jest możliwe do osiągnięcia.
Stale mikrostopowe HSLA zastępujące gatunki Q&T
Gatunki niskostopowe o wysokiej wytrzymałości (HSLA) zawierające niewielkie dodatki wanadu (0,06–0,12%), niobu (0,03–0,06%) lub tytanu osiągają granicę plastyczności 550–700 MPa bezpośrednio po kontrolowanym ochłodzeniu z temperatury kucia, eliminując oddzielny cykl hartowania i odpuszczania. Oszczędza to energię, zmniejsza ryzyko zniekształceń i skraca czas realizacji. Zastosowanie nastąpiło szybko w korbowodach samochodowych i belkach osi samochodów ciężarowych.
Czystość i metalurgia próżniowa
Zapotrzebowanie na wyższą trwałość zmęczeniową w zastosowaniach lotniczych i energetycznych popycha producentów kutych stali stopowych w stronę topienia indukcyjnego próżniowego (VIM), a następnie przetapiania łukiem próżniowym (VAR) lub przetapiania elektrożużlowego (ESR). Podwójnie stopiona stal stopowa VIM VAR osiąga zawartość tlenu poniżej 10 ppm i siarki poniżej 5 ppm w porównaniu z 20–30 ppm tlenu w standardowym elektrycznym piecu łukowym i rafinacji kadzi. Redukcja wtrąceń niemetalicznych bezpośrednio przekłada się na poprawę trwałości zmęczeniowej w wysokich cyklach — czasami 2–3 razy.
Rozwój kucia oparty na symulacji
Modelowanie elementów skończonych (FEM) procesów kucia przy użyciu oprogramowania takiego jak DEFORM, FORGE lub Simufact umożliwia teraz inżynierom zajmującym się kuciem przewidywanie przepływu metalu, rozkładu odkształceń, ewolucji temperatury i wypełnienia matrycy przed jakąkolwiek próbą fizyczną. Zmniejsza to liczbę prób kucia wymaganych w przypadku nowych projektów odkuwek ze stali stopowej z 5–10 iteracji do 1–2 w wielu przypadkach, znacznie zmniejszając koszty rozwoju i czas wprowadzenia produktu na rynek.
Zrównoważone praktyki kucia
Produkcja stali w elektrycznym piecu łukowym (EAF) przy użyciu złomu już teraz dominuje w produkcji stali stopowej. Następna fala polega na zastąpieniu ogrzewania spalinowego gazem ziemnym nagrzewaniem indukcyjnym lub elektrycznymi piecami oporowymi do ogrzewania kęsów, co zmniejszy emisję CO₂ zakresu 1 z kuźni. Do realizacji zobowiązało się kilka europejskich firm zajmujących się kuźniami cele neutralności emisyjnej do 2040 r , z elektryfikacją ogrzewania jako dźwignią główną. Jednocześnie kucie o kształcie zbliżonym do netto — minimalizujące ilość materiału usuwanego podczas obróbki — zmniejsza straty materiałowe, co jest ważne, biorąc pod uwagę koszt specjalnej stali stopowej.