Kucie stali to jeden z najstarszych i najbardziej niezawodnych procesów obróbki metali w przemyśle. Krótka odpowiedź na pytanie, jakie rodzaje stali kutej istnieją: stal węglowa, stal stopowa, stal nierdzewna, stal narzędziowa i stal mikrostopowa to pięć głównych kategorii stosowanych w przemysłowym kuciu stali. Każdy typ spełnia inne wymagania mechaniczne i środowiskowe, a wybór niewłaściwego może prowadzić do przedwczesnej awarii, zagrożenia bezpieczeństwa lub niepotrzebnego przekroczenia kosztów.
Ten podział szczegółowo omawia każdą kategorię – co je wyróżnia, gdzie sprawdzają się najlepiej i jak faktycznie wyglądają liczby po porównaniu granicy plastyczności, twardości i zakresu zastosowań.
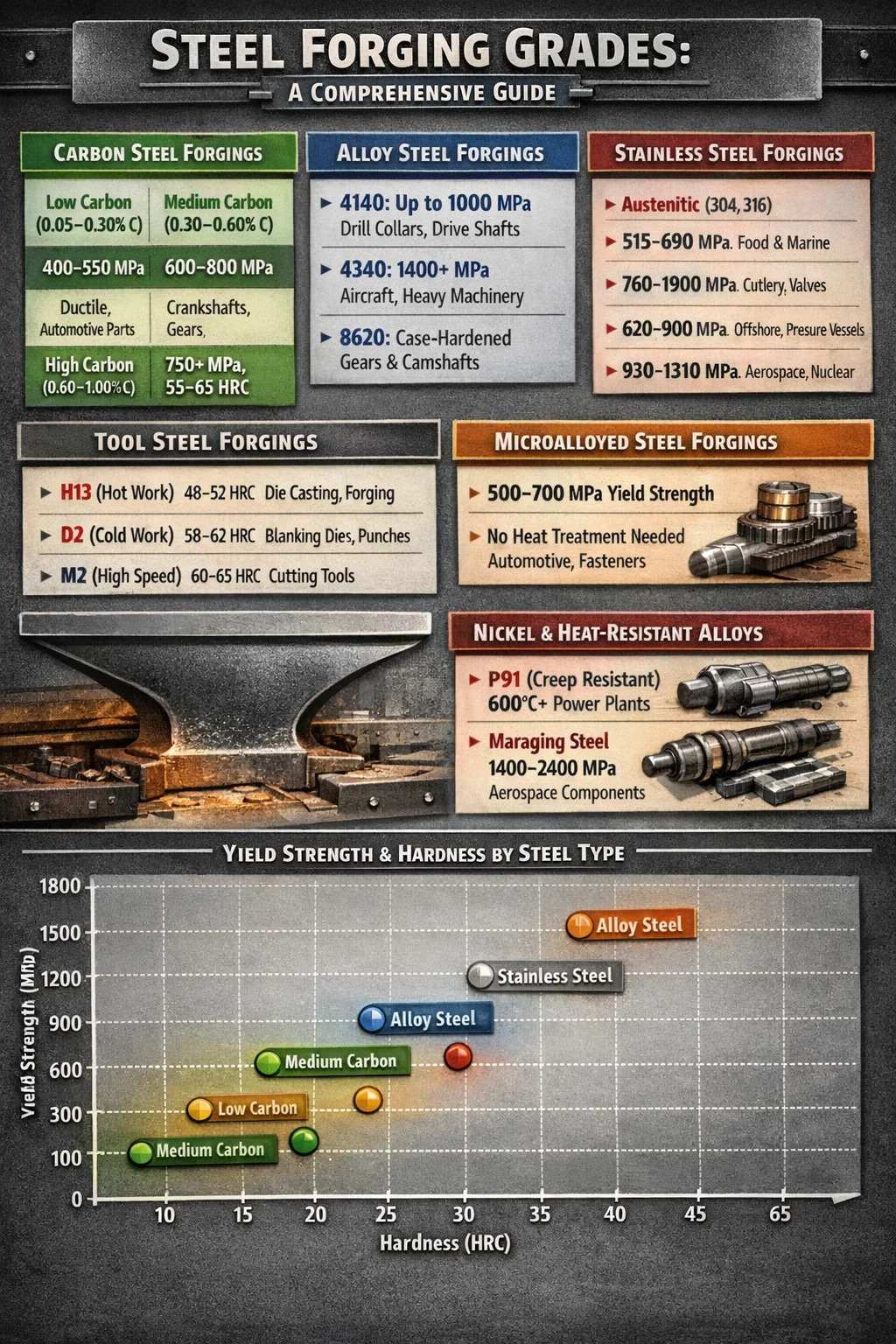
Odkuwki ze stali węglowej: siła robocza w branży
Stal węglowa stanowi większość światowej produkcji stali kuźniczej. Jest on podzielony na trzy podgrupy w oparciu o zawartość węgla, a ta zawartość procentowa węgla ma bezpośredni i mierzalny wpływ na wytrzymałość, twardość i plastyczność.
Stal niskowęglowa (0,05% – 0,30% C)
Odkuwki ze stali niskowęglowej są bardzo plastyczne i łatwe w formowaniu. Wytrzymałość na rozciąganie zazwyczaj mieści się w zakresie od 400 do 550 MPa. Odkuwki te są powszechnie stosowane do elementów konstrukcyjnych, części karoserii samochodowych i śrub ogólnego przeznaczenia. Nie reagują dobrze na obróbkę cieplną w celu hartowania, ale można je łatwo spawać i obrabiać.
Stal średniowęglowa (0,30% – 0,60% C)
Jest to najczęściej kuty asortyment. Gatunki o średniej zawartości węgla, takie jak AISI 1040 i AISI 1045, zapewniają silną równowagę pomiędzy wytrzymałością i wytrzymałością. Obróbka cieplna może zwiększyć granicę plastyczności powyżej 600 MPa. Zastosowania obejmują wały korbowe, korbowody, osie, koła zębate i elementy kolei. AISI 1045 jest prawdopodobnie najczęściej określanym gatunkiem odkuwek ze stali średniowęglowej w ogólnej inżynierii mechanicznej.
Stal wysokowęglowa (0,60% – 1,00% C)
Odkuwki o wysokiej zawartości węgla zapewniają doskonałą twardość i odporność na zużycie, ale są bardziej kruche i trudniejsze w obróbce. Stosowane są do produkcji sprężyn, narzędzi skrawających, lin stalowych i stali szynowej. Wartości twardości rutynowo osiągają 55–65 HRC po odpowiedniej obróbce cieplnej, co czyni je nieodpowiednimi do zastosowań wymagających dużych udarów bez dokładnego rozważenia projektu.
Odkuwki ze stali stopowej: zwiększona wydajność dzięki chemii
Odkuwki ze stali stopowej zawierają celowe dodatki chromu, molibdenu, niklu, wanadu lub manganu w ilościach przekraczających ilości występujące w stali węglowej. Dodatki te modyfikują hartowność, wytrzymałość w podwyższonych temperaturach oraz odporność na zmęczenie i korozję. Całkowita zawartość pierwiastków stopowych wynosi zazwyczaj od 1% do 5%.
Do najczęściej spotykanych gatunków kucia stali stopowych należą:
- 4140 (stal Cr-Mo): Wytrzymałość na rozciąganie do 1000 MPa w stanie ulepszonym cieplnie. Stosowany w kołnierzach wiertniczych ropy i gazu, elementach obronnych i wałach napędowych samochodów.
- 4340 (stal Ni-Cr-Mo): Jedna z najwytrzymalszych powszechnie stosowanych stali stopowych, posiadająca wytrzymałość na rozciąganie przekraczającą 1400 MPa osiąganą poprzez obróbkę cieplną. Występuje w podwoziach samolotów, wytrzymałych wałach korbowych i półosiach o wysokich osiągach.
- 8620: Gatunek do nawęglania, popularny do przekładni i wałków rozrządu, gdzie potrzebny jest jednocześnie wytrzymały rdzeń i twarda powierzchnia.
- EN36 i EN24: Powszechne w brytyjskich/europejskich specyfikacjach dla ciężkich odkuwek inżynieryjnych, takich jak wały turbin i elementy elektrowni jądrowych.
Przewagą kucia stali stopowych nad stalą węglową jest głębokość hartowności. Pręt 4140 o średnicy 100 mm można zahartować w całości do uzyskania jednolitej mikrostruktury, podczas gdy zwykła stal węglowa o tej samej średnicy wykazywałaby wyraźny spadek twardości od powierzchni do rdzenia.
Odkuwki ze stali nierdzewnej: odporność na korozję pod obciążeniem mechanicznym
Odkuwki ze stali nierdzewnej zawierają wagowo co najmniej 10,5% chromu, który tworzy pasywną warstwę tlenku odporną na utlenianie i korozję. Proces kucia udoskonala strukturę ziaren stali nierdzewnej w sposób niemożliwy do odtworzenia w procesie odlewania, w wyniku czego powstają komponenty o doskonałej wytrzymałości zmęczeniowej i udarności.
Główne rodziny stosowane w kuciu stali nierdzewnej to:
| Rodzina | Wspólne stopnie | Typowa wytrzymałość na rozciąganie | Kluczowa aplikacja |
|---|---|---|---|
| Austenityczny | 304, 316, 321 | 515–690 MPa | Przetwórstwo chemiczne, sprzęt spożywczy, morski |
| martenzytyczny | 410, 420, 440°C | 760–1900 MPa | Sztućce, zawory, wały pomp, narzędzia chirurgiczne |
| Dwupoziomowy | 2205, 2507 | 620–900 MPa | Ropa naftowa na morzu, odsalanie, zbiorniki ciśnieniowe |
| Utwardzony przez opady atmosferyczne | 17-4 PH, 15-5 PH | 930–1310 MPa | Zawory lotnicze, nuklearne i wysokowydajne |
Kucie stali nierdzewnej 316L jest szczególnie dominujące w przetwórstwie farmaceutycznym i spożywczym, ponieważ niska zawartość węgla minimalizuje ryzyko uczulenia podczas spawania, a dodatek molibdenu (2–3%) znacznie poprawia odporność na wżery w środowiskach chlorkowych. Gatunek duplex 2205 oferuje w przybliżeniu dwukrotnie większą granicę plastyczności niż 316L, przy minimum około 450 MPa, co pozwala na cieńsze konstrukcje ścian i mniejszą masę komponentów bez pogarszania trwałości użytkowej.
Odkuwki ze stali narzędziowej: Ekstremalna twardość do zastosowań w zakresie formowania i cięcia
Stale narzędziowe są specjalnie zaprojektowane tak, aby zachować swoją twardość i kształt w warunkach ekstremalnych naprężeń mechanicznych, ścierania i ciepła. Stale narzędziowe produkowane w procesie kucia uzyskują wyrafinowaną, jednolitą strukturę ziaren, która znacznie przewyższa trwałość alternatywnych materiałów odlewanych lub walcowanych w wymagających zastosowaniach narzędziowych.
Odkuwki ze stali narzędziowej pogrupowane są według systemu klasyfikacji AISI:
- Seria H (stal narzędziowa do pracy na gorąco): Gatunki takie jak H13 i H11 zostały opracowane tak, aby były odporne na mięknięcie w temperaturach powyżej 500°C. H13 to światowy standard dotyczący matryc do odlewania ciśnieniowego, narzędzi do wytłaczania i samych matryc do kucia na gorąco. Po obróbce cieplnej osiąga 48–52 HRC, zachowując jednocześnie odpowiednią wytrzymałość, aby przetrwać wielokrotne cykle termiczne.
- Seria D (praca na zimno, wysoka zawartość chromu): D2 zawiera około 12% chromu i 1,5% węgla, co zapewnia mu wyjątkową odporność na zużycie w temperaturze pokojowej. Stosowany jest do wykrojników, narzędzi formujących i stempli, gdzie dokładność wymiarowa w bardzo dużych seriach produkcyjnych ma kluczowe znaczenie.
- Seria M (stal szybkotnąca): M2 i M42 zachowują swoje krawędzie tnące w temperaturach, w których narzędzia ze stali węglowej utraciłyby całą twardość. Połączenie wolframu, molibdenu i kobaltu daje M42 przewagę w zakresie twardości na gorąco, co czyni go niezastąpionym w wiertłach, gwintownikach, frezach i przeciągaczach.
- Seria P (stal formowa): Zaprojektowany do form wtryskowych tworzyw sztucznych, P20 jest jedną z najczęściej stosowanych kutych stali na formy. Zwykle jest dostarczany w stanie wstępnie hartowanym w temperaturze 28–34 HRC, co eliminuje potrzebę obróbki cieplnej po obróbce.
Kucie stali narzędziowych wymaga precyzyjnej kontroli temperatury. Na przykład H13 musi być kuty w temperaturze od 1010°C do 1150°C i musi być powoli schładzany po kuciu, aby uniknąć pęknięć. Niewłaściwa praktyka kucia powoduje powstawanie naprężeń szczątkowych i grubych sieci węglików, które radykalnie zmniejszają wytrzymałość.
Odkuwki ze stali mikrostopowej: wydajność zbliżona do kształtu netto bez obróbki cieplnej
Stale mikrostopowe — zwane także stalami HSLA (o wysokiej wytrzymałości i niskiej zawartości stopów) w kontekście kucia — stanowią nowoczesne rozwiązanie inżynieryjne, które łączy w sobie odkształcalność stali węglowej z poziomami wytrzymałości, które wcześniej wymagały stali stopowej i obróbki cieplnej po kuciu. Kluczowymi dodatkami są wanad (0,05–0,15%), niob (0,02–0,05%) i tytan w bardzo małych ilościach, które wytrącają się w postaci drobnych węglików i azotków podczas kontrolowanego chłodzenia.
Główną zaletą handlową jest to, że odkuwki ze stali mikrostopowej mogą osiągać granicę plastyczności 500–700 MPa bez hartowania i odpuszczania, co eliminuje poważny etap kosztowy i czasowy w cyklu produkcyjnym. Właśnie z tego powodu producenci samochodów szeroko zastosowali gatunki mikrostopów do korbowodów, wałów korbowych i zwrotnic.
Typowe gatunki mikrostopów do kucia obejmują 38MnVS6, 46MnVS3 i SAE 1548V. Gatunki te są zaprojektowane w taki sposób, aby operacja kucia i późniejsze kontrolowane chłodzenie powietrzem pozwoliły uzyskać ostateczne właściwości mechaniczne w jednym cyklu termicznym, zastępując dwie oddzielne operacje w piecu. W przypadku kucia samochodowego na dużą skalę przekłada się to na oszczędność energii aż do 30% na część w porównaniu do metod hartowania i odpuszczania.
Jednym z ograniczeń jest to, że stale mikrostopowe mają węższe okna procesowe niż konwencjonalne stale stopowe. Temperatura odkuwania wykańczającego musi być dokładnie kontrolowana — zazwyczaj pomiędzy 900°C a 1050°C — aby zapewnić odpowiednie utwardzanie wydzieleniowe podczas chłodzenia. Jakiekolwiek odchylenie od docelowej mikrostruktury skutkuje nieprzewidywalnymi właściwościami mechanicznymi i potencjalnym odrzuceniem całych przebiegów kucia.
Odkuwki stalowe na bazie niklu i żaroodporne do pracy w ekstremalnych warunkach
Oprócz standardowych klasyfikacji istnieje wyspecjalizowana kategoria odkuwek ze stali żaroodpornej i niklowej do zastosowań, w których temperatury robocze przekraczają tolerancję konwencjonalnych stali stopowych. Należą do nich gatunki odporne na pełzanie do wytwarzania energii i tarcz turbin lotniczych, a także stale maraging do zastosowań konstrukcyjnych o bardzo wysokiej wytrzymałości.
Odkuwki ze stali żaroodpornej
Gatunki takie jak P91 (9Cr-1Mo-V) i P92 są szeroko stosowane w kutych kolektorach pary, korpusach zaworów i obudowach turbin w elektrowniach węglowych i gazowych pracujących w temperaturach powyżej 600°C. Odkuwki P91 zaprojektowano tak, aby były odporne na pełzanie – powolne, zależne od czasu odkształcenie pod długotrwałym obciążeniem w wysokiej temperaturze – przy minimalnej trwałości pełzania wynoszącej 100 000 godzin w warunkach pracy. Zawartość chromu zapewnia również odporność na utlenianie, której zwykła stal węglowa nie jest w stanie sprostać temperaturze powyżej 450°C.
Stale Maraging
Stale maraging zawierają 18% niklu i bardzo niską zawartość węgla, co wynika z ich wyjątkowej wytrzymałości — Osiągalne są granice plastyczności od 1400 do ponad 2400 MPa — z wytrącania się związków międzymetalicznych podczas starzeniowej obróbki cieplnej. Elementy z kutej stali maraging są stosowane w obudowach silników rakietowych w przemyśle lotniczym, przekładniach zatrzymujących samoloty i oprzyrządowaniu o ultrawysokiej wytrzymałości. Pomimo swojej wytrzymałości pozostają dość wytrzymałe i można je obrabiać przed starzeniem, gdy są jeszcze stosunkowo miękkie.
Jak proces kucia stali wpływa na właściwości materiału według rodzaju stali
Sam proces kucia — czy to w matrycy otwartej, zamkniętej, walcowania pierścieniowego czy kucia izotermicznego — oddziałuje inaczej w przypadku każdego rodzaju stali. Zrozumienie tych interakcji pomaga wyjaśnić, dlaczego nie można oddzielić wyboru materiału od wyboru procesu.
W przypadku kucia stali w matrycy zamkniętej na zamknięty kęs przykładane są duże siły odkształcające, w wyniku czego powstają części o kształcie zbliżonym do netto, z ciągłym przepływem ziaren zgodnym z geometrią elementu. Ten przepływ ziaren jest odpowiedzialny za przewagę zmęczeniową i udarność, jaką odkuwki utrzymują się nad obrobionym prętem lub odlewami. Korbowód wykonany z pręta przerywa przepływ ziaren na każdej obrabianej powierzchni; kuty korbowód utrzymuje nieprzerwaną ciągłość ziaren od końca do końca.
Zakres temperatur kucia różni się znacznie w zależności od rodzaju stali:
- Stale węglowe i niskostopowe: typowo 1100°C – 1250°C przy kuciu na gorąco
- Stale nierdzewne (austenityczne): 1100°C – 1200°C, z wolniejszym chłodzeniem, aby uniknąć uczulenia
- Stale narzędziowe: 1010°C – 1150°C z obowiązkowym powolnym chłodzeniem w piecu lub ośrodku izolacyjnym
- Stale maraging: 1100°C – 1200°C, starzone po kuciu w temperaturze 480°C przez 3–6 godzin
- Stal nierdzewna typu duplex: 1100°C – 1180°C, następnie hartowanie w wodzie w celu utrzymania równowagi fazowej
Kucie na gorąco — wykonywane w temperaturach od około 650°C do 950°C — zyskuje na popularności w przypadku stali średniowęglowych i gatunków mikrostopów, w których wymagane są węższe tolerancje wymiarowe, niż jest to możliwe w przypadku kucia na gorąco, bez dużych wymagań dotyczących siły docisku charakterystycznej dla kucia na zimno. Kucie stali na zimno, zwykle zarezerwowane dla gatunków niskowęglowych, pozwala uzyskać najlepsze wykończenie powierzchni i precyzję wymiarową, ale wymaga znacznie wyższych ciśnień kucia.
Wybór odpowiedniego gatunku kucia stali: praktyczne ramy
Wybór odpowiedniego gatunku stali kutej wymaga zrównoważenia kilku konkurujących ze sobą czynników. Żaden pojedynczy gatunek nie optymalizuje jednocześnie wszystkich właściwości. Poniższe ramy przedstawiają zmienne decyzyjne najbardziej istotne dla zastosowań przemysłowych:
- Wymagania mechaniczne: Zdefiniuj minimalną granicę plastyczności, twardość, energię udaru (wartości Charpy'ego) i trwałość zmęczeniową. To natychmiast zawęża kategorię – jeśli potrzebna jest granica plastyczności 1200 MPa, stal węglowa jest eliminowana; jeśli 400 MPa jest wystarczające, stal stopowa jest niepotrzebnym kosztem.
- Narażenie środowiska: Środowiska chlorkowe eliminują większość stali węglowych i niskostopowych, chyba że są powlekane. Podwyższona temperatura robocza wyklucza stal węglową powyżej około 400°C i wymaga gatunków odpornych na pełzanie zawierających chrom.
- Rozmiar przekroju i hartowność: Odkuwki o dużych przekrojach (o średnicy powyżej 100 mm) w zastosowaniach krytycznych wymagają gatunków stali stopowej o wystarczającej hartowności, aby uzyskać jednolite właściwości w całym przekroju. Stal węglowa będzie miała twardą obudowę i miękki rdzeń w grubych przekrojach.
- Skrawalność i dalsze przetwarzanie: Jeśli po kuciu następuje rozległa obróbka skrawaniem, gatunki z dodatkiem siarki w celu zapewnienia właściwości swobodnej skrawania skracają czas cyklu, choć w pewnym stopniu kosztem udarności poprzecznej.
- Wolumen i koszt: W przypadku bardzo dużych wielkości produkcji gatunki mikrostopów, które eliminują obróbkę cieplną po kuciu, zapewniają znaczną redukcję kosztów. W przypadku małych partii specjalistycznych części koszt obróbki cieplnej stanowi mniejszy ułamek całkowitego kosztu części, dlatego bardziej wykonalne są gatunki stopów o wysokiej wydajności.
W praktyce większość inżynierów postępuje zgodnie z obowiązującymi przepisami projektowymi, takimi jak ASME, EN 10250 lub ASTM A668, które określają dopuszczalne materiały dla określonych kategorii usług. Kody te zawężają wybór do krótkiej listy kwalifikowanych gatunków kucia stali, które zostały zatwierdzone pod kątem odpowiednich warunków pracy na podstawie kilkudziesięciu lat doświadczenia w terenie i standardowych testów.
Specyficzne dla branży zastosowanie gatunku kucia stali
Różne sektory połączyły siły w zakresie preferowanych materiałów do kucia stali w oparciu o dane dotyczące wydajności i wymagania prawne z kilkudziesięciu lat. Zrozumienie tych norm branżowych stanowi praktyczny punkt wyjścia do prac nad specyfikacją.
Motoryzacyjna kucie stali
Sektor motoryzacyjny zużywa najwięcej odkuwek stalowych na świecie. Wały korbowe w samochodach osobowych są kute głównie ze stali mikrostopowych średniowęglowych (38MnVS6) lub stali ulepszanej cieplnie 1045. Wały korbowe pojazdów ciężarowych wykorzystują stal stopową 4340 lub podobną stal stopową niklowo-chromowo-molibdenową ze względu na ich doskonałe właściwości zmęczeniowe przy wyższych mocach właściwych. Korbowody zastąpiono zasadniczo konstrukcjami dzielonymi poprzez pękanie, wykonanymi ze stali wysokowęglowej C70S6, która umożliwia odłamanie kołpaka po kuciu, a następnie jego ponowne złożenie z niezwykłą precyzją — wyeliminowanie operacji obróbki skrawaniem i zmniejszenie kosztów produkcji korbowodu o około 15–20% w porównaniu do tradycyjnego frezowania i szlifowania.
Odkuwki ze stali naftowej i gazowej
Kwaśne środowiska usługowe, w których występuje siarkowodór, stawiają szczególnie surowe wymagania wobec kucia stali. Norma NACE MR0175/ISO 15156 reguluje wybór materiału do zastosowań kwaśnych i ogranicza twardość do maksymalnie 22 HRC dla większości stali węglowych i niskostopowych, aby zapobiec pękaniu naprężeniowemu siarczkowemu. F22 (2,25Cr-1Mo) i F5 (5Cr-0,5Mo) to standardowe gatunki do kucia stopów na korpusy zaworów i kołnierze do zastosowań w głowicach odwiertów i rurociągach w wysokich temperaturach i pod wysokim ciśnieniem.
Odkuwki ze stali lotniczej
Elementy podwozia należą do najbardziej wymagających konstrukcyjnie odkuwek stalowych. Dominującym materiałem podwozia jest stal 300M (modyfikowana 4340 z dodatkami krzemu i wanadu), osiągająca wytrzymałość na rozciąganie 1930 MPa lub wyższą. AerMet 100 i inne stale o ultrawysokiej wytrzymałości zwiększają wytrzymałość na rozciąganie powyżej 1965 MPa, jednocześnie poprawiając odporność na pękanie w porównaniu z wcześniejszymi gatunkami o wysokiej wytrzymałości. Każda odkuwka w przemyśle lotniczym poddawana jest 100% testom ultradźwiękowym i często kontroli cząstek magnetycznych, przy czym wymagana jest identyfikowalność ciepła topienia i partii kucia.
Wytwarzanie energii i odkuwki jądrowe
Duże odkuwki wirników turbin ważą od 5 do 200 ton i są produkowane ze stali niskostopowych, takich jak 26NiCrMoV11-5 lub 30CrMoNiV5-11. Odkuwki te wymagają ściśle kontrolowanych poziomów siarki i fosforu (zwykle poniżej 0,005% każdy), aby zapewnić wysoką udarność w temperaturze roboczej turbiny. W odkuwkach zbiorników ciśnieniowych reaktorów jądrowych wykorzystuje się A508 klasa 3 (odpowiednik 20MnMoNi4-5 w normach europejskich), gatunek o długiej historii walidacji regulacyjnej i obszernej dokumentacji Charpy'ego i odporności na pękanie wymaganej przez przepisy bezpieczeństwa jądrowego.
Normy jakości i badania odkuwek stalowych
Niezależnie od gatunku odkuwki stali, zapewnienie jakości odbywa się według spójnego wzorca regulowanego przez międzynarodowe standardy. Do najczęściej przywoływanych norm dotyczących odkuwek stalowych należą ASTM A668 (odkuwki ze stali stopowej), ASTM A182 (kołnierze i złączki ze stali stopowej), EN 10250 (odkuwki stalowe matrycowe do zastosowań ogólnych) oraz API 6A (wyposażenie głowic odwiertów i choinek).
Standardowe kontrole jakości kutych elementów stalowych obejmują:
- Testy mechaniczne: Rozciąganie, plastyczność, wydłużenie, zmniejszenie powierzchni i udarność Charpy'ego (w określonych temperaturach do -196°C w niektórych zastosowaniach kriogenicznych)
- Weryfikacja twardości: Twardość Brinella (HBW) sprawdzona na reprezentatywnych przekrojach poprzecznych, a czasami twardość przebiega w celu potwierdzenia hartowania na wskroś
- Badania ultradźwiękowe (UT): 100% kontrola objętościowa pod kątem wad podpowierzchniowych, z kryteriami akceptacji odnoszącymi się do równoważnych rozmiarów otworów o płaskim dnie, zwykle w zakresie od FBH 2 mm do FBH 6 mm, w zależności od specyfikacji
- Weryfikacja składu chemicznego: Analiza kadzi i produktu w celu potwierdzenia zgodności gatunku, często z bardziej rygorystycznymi limitami zawartości pierwiastków resztkowych, niż wymaga tego podstawowa norma
- Badanie makro i mikro: Trawienie przekrojowe w celu ukazania przepływu ziaren, segregacji i wewnętrznej solidności; badania metalograficzne pod kątem wielkości ziaren i potwierdzenia mikrostruktury
Odkuwki, które nie przejdą badania ultradźwiękowego po obróbce cieplnej, należy złomować lub poddać ponownej obróbce – w przypadku pełnej odkuwki nie ma możliwości naprawy wad wewnętrznych. To sprawia, że wybór czystych, odgazowanych próżniowo kęsów stali i uważna kontrola procesu podczas kucia mają kluczowe znaczenie dla osiągnięcia akceptowalnych wydajności, szczególnie w przypadku dużych odkuwek stali stopowej do zastosowań energetycznych i obronnych.