Stal stopowa jest znacznie mocniejsza niż zwykła stal węglowa. W zależności od gatunku i warunków obróbki cieplnej wytrzymałość stali stopowej na rozciąganie waha się od 600 MPa do ponad 1900 MPa , o granicy plastyczności od około 415 MPa do 1600 MPa lub wyższej. W przypadku produkcji jako odkuwki ze stali stopowej wartości te są dodatkowo wzmacniane przez rozdrobnienie ziarna i kierunkową strukturę włókien powstającą w procesie kucia — zazwyczaj zapewniając o 10–30% lepszą wytrzymałość zmęczeniową w porównaniu z tym samym stopem w postaci odlewanej lub walcowanej.
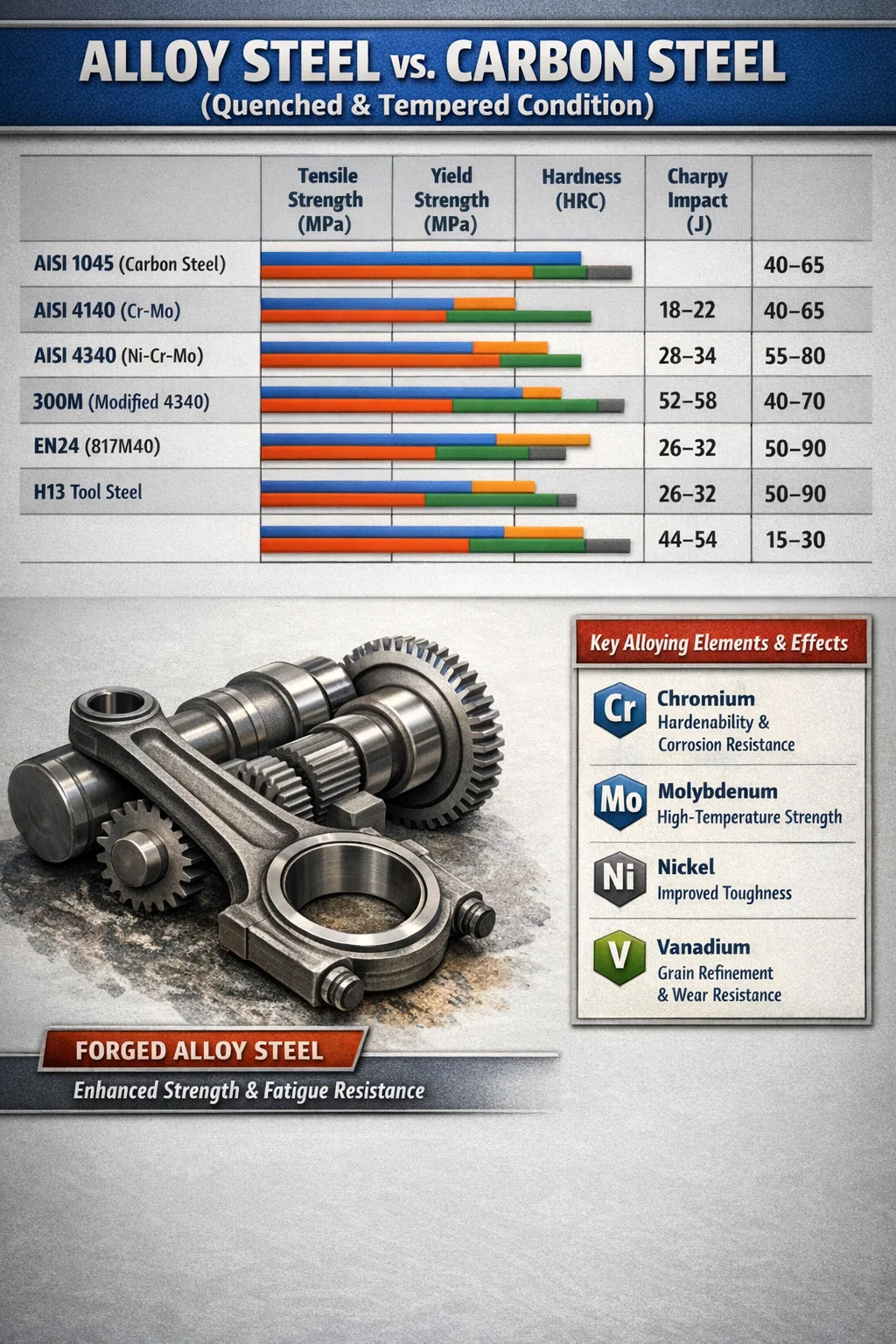
Słowo „stal stopowa” obejmuje szeroką rodzinę stali. Łączy je celowe dodanie pierwiastków stopowych — chromu, molibdenu, niklu, wanadu, manganu, krzemu lub ich kombinacji — na poziomach przekraczających zawartość standardowej stali węglowej. Każdy dodatek służy określonemu celowi: chrom zwiększa hartowność i odporność na korozję, molibden poprawia wytrzymałość w wysokiej temperaturze i zapobiega kruchości odpuszczania, nikiel zwiększa wytrzymałość w niskich temperaturach, a wanad poprawia wielkość ziaren, jednocześnie zwiększając odporność na zużycie. Połączony efekt to materiał, który przewyższa stal węglową w niemal każdej kategorii mechanicznej, kosztem wyższej ceny surowca i bardziej rygorystycznych wymagań dotyczących obróbki cieplnej.
Liczby wytrzymałości stali stopowej: co faktycznie pokazują dane
Dane dotyczące właściwości mechanicznych stali stopowych różnią się znacznie w zależności od gatunku, rozmiaru przekroju i warunków obróbki cieplnej. Poniższa tabela porównuje kilka szeroko stosowanych gatunków stali stopowej w ich typowych warunkach obróbki cieplnej z referencyjną stalą węglową dla kontekstu.
| Ocena | Wytrzymałość na rozciąganie (MPa) | Granica plastyczności (MPa) | Twardość (HRC) | Uderzenie Charpy’ego (J) |
|---|---|---|---|---|
| AISI 1045 (stal węglowa, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (zmodyfikowany 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| Stal narzędziowa H13 (praca na gorąco) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
Dane te dotyczą standardowych przekrojów prętów lub odkuwek poniżej 100 mm. Większe sekcje będą wykazywać gorsze właściwości, ponieważ hartowność ogranicza równomierny rozwój mikrostruktury w grubym materiale – jest to czynnik szczególnie wyraźny w przypadku stali węglowej i mniej dotkliwy w przypadku gatunków wysokostopowych, takich jak 4340.
Dlaczego Odkuwki ze stali stopowej Są mocniejsze niż odlewana lub walcowana stal stopowa
Proces kucia robi coś, czego nie odwzorowuje w pełni ani odlewanie, ani walcowanie: wymusza kontrolowane odkształcenie plastyczne stali na gorąco, co zamyka porowatość wewnętrzną, poprawia wielkość ziaren i tworzy ciągły przepływ ziaren zgodny z geometrią gotowej części. W odkuwkach ze stali stopowej ta kombinacja zapewnia właściwości mechaniczne przekraczające właściwości tego samego stopu w innych postaciach produktów.
Praktyczna różnica jest mierzalna. Opublikowane porównania stali stopowej kutej i odlewanej 4340 pokazują, że wersja kuta zazwyczaj osiąga:
- 20–30% wyższa wytrzymałość zmęczeniowa przy obciążeniu cyklicznym
- 15–25% lepsza odporność na uderzenia (energia pochłonięta przez Charpy'ego)
- Poprawiona ciągliwość i zmniejszenie powierzchni w próbie rozciągania
- Większa spójność pomiędzy próbkami pobranymi z różnych miejsc w tej samej części
Zaleta przepływu ziaren jest szczególnie znacząca w przypadku komponentów poddawanych obciążeniom przemiennym lub udarowym. Korbowód lub wał korbowy z kutej stali stopowej charakteryzuje się nieprzerwanym przepływem ziaren przez promienie zaokrąglenia – dokładnie tam, gdzie rozpoczynają się pęknięcia zmęczeniowe. Odpowiednik odlewu ma losową orientację ziaren w krytycznych miejscach, dlatego też inżynierowie z branży motoryzacyjnej i lotniczej wybierają odkuwki ze stali stopowej, a nie odlewy do zastosowań związanych ze zmęczeniem wysokocyklowym.
Odkuwki ze stali stopowej w matrycy zamkniętej stale spełniają lub przekraczają minimalne właściwości mechaniczne określone w normach ASTM A668, EN 10250 i AMS, podczas gdy odlewy o nominalnie identycznym składzie często wymagają obniżenia gatunku lub dostosowania współczynnika bezpieczeństwa, aby utrzymać się w granicach projektowych.
Rola pierwiastków stopowych w wytrzymałości stali stopowej
Każdy pierwiastek stopowy w stali wpływa na wytrzymałość poprzez różne mechanizmy metalurgiczne. Zrozumienie tych mechanizmów wyjaśnia, dlaczego określone kombinacje stopów są stosowane w celu uzyskania określonych celów wytrzymałościowych.
Chrom (Cr)
Chrom dodawany jest do stali stopowych w stężeniach od 0,5% do 18% (górny zakres dotyczy stali nierdzewnej). W konstrukcyjnych i kutych stalach stopowych 0,5–1,5% chromu znacznie zwiększa hartowność, co oznacza, że po hartowaniu stal może być hartowana na wskroś w większych przekrojach. Tworzy również stabilne węgliki, które poprawiają odporność na zużycie i podnoszą odporność stali na odpuszczanie, co ma kluczowe znaczenie, gdy odkuwka będzie odpuszczana w wyższych temperaturach, aby spełnić wymagania dotyczące wytrzymałości bez nadmiernej utraty wytrzymałości.
Molibden (Mo)
Molibden jest jednym z najskuteczniejszych środków utwardzających na jednostkę masy dodanej. Nawet 0,15–0,30% Mo powoduje znaczące przesunięcie na wykresie TTT (transformacja czas-temperatura), umożliwiając wolniejsze tempo chłodzenia, aby nadal osiągnąć pełną przemianę martenzytu w dużych odkuwkach stali stopowej. Molibden zmniejsza również kruchość odpuszczania — formę osłabienia granic ziaren, która wpływa na stale Ni-Cr odpuszczane w zakresie 375–575°C — dzięki czemu gatunki łożysk Mo, takie jak 4140 i 4340, są bardziej niezawodne w zastosowaniach dotyczących ciężkich przekrojów.
Nikiel (Ni)
Nikiel zwiększa wytrzymałość w szerokim zakresie temperatur, w tym w temperaturach poniżej zera, w których większość stali węglowych i niskostopowych staje się krucha. Przejście od pękania plastycznego do kruchego (DBTT) w przypadku stali o zawartości 9% niklu można przesunąć poniżej -196°C, dlatego stale stopowe niklu są przeznaczone do kriogenicznych zbiorników ciśnieniowych i magazynowania LNG. Przy zawartości 1,8% Ni znalezionej w 4340, główną korzyścią jest zwiększona odporność na pękanie bez utraty granicy plastyczności – kombinacja, która sprawia, że odkuwki ze stali stopowej 4340 są standardowym wyborem do podwozi samolotów, uzbrojenia i wysokowydajnych elementów układu napędowego.
Wanad (V)
Wanad jest silnym rozdrabniaczem ziarna i substancją tworzącą węgliki. W stężeniach tak niskich jak 0,05–0,15% blokuje granice ziaren austenitu podczas ogrzewania, tworząc drobniejsze ziarna po obróbce cieplnej. Drobniejsze ziarna oznaczają wyższą granicę plastyczności (zależność Halla-Petcha) i jednocześnie lepszą wytrzymałość – rzadka kombinacja. Wanad odgrywa kluczową rolę w projektowaniu mikrostopowych stali do kucia (takich jak 38MnVS6), gdzie zapewnia utwardzanie wydzieleniowe podczas kontrolowanego chłodzenia, dzięki czemu stop może spełniać wymagania wytrzymałościowe bez oddzielnego cyklu hartowania i odpuszczania.
Mangan (Mn)
Mangan jest obecny we wszystkich stalach stopowych, ale jego zawartość przekracza poziom bazowy stali węglowej (zwykle 0,6–1,8% Mn w gatunkach stopów), aby zwiększyć hartowność i wytrzymałość na rozciąganie poprzez wzmocnienie roztworem stałym. Łączy się również z siarką, tworząc wtrącenia MnS, co jest korzystne dla obrabialności. Bardzo wysoka zawartość manganu (powyżej 12%) powoduje powstawanie stali austenitycznych, które niezwykle szybko utwardzają się podczas pracy — zupełnie inny profil właściwości jest stosowany w płytach ścieralnych i częściach kruszarek, a nie w precyzyjnych odkuwkach ze stali stopowej.
Jak obróbka cieplna określa końcową wytrzymałość odkuwek ze stali stopowej
Stan po odkuciu rzadko jest stanem końcowym odkuwek ze stali stopowej stosowanych w konstrukcjach. Obróbka cieplna po kuciu kontroluje ostateczną mikrostrukturę – a wraz z nią równowagę pomiędzy wytrzymałością, twardością i wytrzymałością. Ta sama odkuwka 4140 może być dostarczona z wytrzymałością na rozciąganie w zakresie od 700 MPa (wyżarzanie) do ponad 1400 MPa (hartowanie na wskroś i odpuszczanie w niskiej temperaturze), w zależności całkowicie od określonej obróbki cieplnej po kuciu.
Hartuj i hartuj (Q&T)
Jest to najczęstsza obróbka cieplna odkuwek ze stali stopowej. Odkuwka jest poddawana austenityzacji (zwykle w temperaturze 830–870°C dla 4140, 800–845°C dla 4340), hartowana w oleju lub wodzie w celu wytworzenia martenzytu, a następnie odpuszczana w kontrolowanej temperaturze od 150°C do 650°C. Temperatura odpuszczania jest podstawową zmienną kontrolującą wytrzymałość końcową: odpuszczanie w temperaturze 200°C zapewnia maksymalną twardość, ale słabą udarność; odpuszczanie w temperaturze 600°C powoduje utratę pewnej wytrzymałości, ale zapewnia doskonałą wytrzymałość. Odkuwka 4340 odpuszczana w temperaturze 315°C osiąga wytrzymałość na rozciąganie około 1650 MPa; ta sama odkuwka odpuszczona w temperaturze 595°C spada do około 1000 MPa, ale zapewnia ponad trzykrotnie wyższą energię udaru.
Normalizuj i temperuj
Normalizowanie – chłodzenie powietrzem od temperatury austenityzacji, a nie hartowanie – wytwarza mikrostrukturę perlityczną lub bainityczną o niższej wytrzymałości niż Q&T, ale bardziej jednolitych właściwościach w dużych przekrojach. W przypadku bardzo dużych odkuwek ze stali stopowej, takich jak wały turbin lub kołnierze zbiorników ciśnieniowych, gdzie hartowanie na wskroś jest fizycznie niemożliwe, normalizacja i odpuszczanie to standardowa obróbka cieplna, pozwalająca uzyskać wytrzymałość na rozciąganie w zakresie 700–900 MPa dla gatunków takich jak 4140 w ciężkich przekrojach.
Hartowanie wydzieleniowe i starzenie
Niektóre stale stopowe — w szczególności stale maraging i gatunki nierdzewne utwardzane wydzieleniowo — osiągają swoją niezwykłą wytrzymałość nie w wyniku tworzenia się martenzytu, ale w wyniku wytrącania drobnych związków międzymetalicznych podczas kontrolowanej obróbki starzenia w temperaturze 480–510°C. Dzięki temu mechanizmowi odkuwki ze stali stopowej Maraging 350 mogą osiągnąć granicę plastyczności 2400 MPa, co pozostaje najwyższym zakresem wytrzymałości osiągalnym dla dowolnego produktu stalowego produkowanego na skalę komercyjną i stosowanego w zastosowaniach konstrukcyjnych.
Wytrzymałość stali stopowej w porównaniu z innymi materiałami: bezpośrednie porównania
Umieszczenie wytrzymałości stali stopowej w kontekście innych materiałów konstrukcyjnych pomaga wyjaśnić, dlaczego pozostaje ona dominującym wyborem w wymagających zastosowaniach związanych z kuciem pomimo dostępności stopów tytanu, stopów aluminium i zaawansowanych kompozytów.
| Materiał | Wytrzymałość na rozciąganie (MPa) | Granica plastyczności (MPa) | Gęstość (g/cm3) | Wytrzymałość właściwa (MPa·cm³/g) |
|---|---|---|---|---|
| Stal stopowa 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Stal węglowa 1045 (pytania i odpowiedzi) | 570–700 | 380–520 | 7.85 | 73–89 |
| Tytan Ti-6Al-4V (kuty) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Aluminium 7075-T6 (kute) | 500–570 | 430–500 | 2.81 | 178–203 |
| Żeliwo szare | 170–250 | N/A (kruche) | 7.20 | 24–35 |
Pod względem wytrzymałości bezwzględnej odkuwki ze stali stopowej są konkurencyjne w stosunku do tytanu i znacznie przewyższają aluminium i żeliwo. Na podstawie określonej wytrzymałości (wytrzymałość na jednostkę masy) tytan i aluminium o wysokiej wytrzymałości mają lepsze właściwości niż stal stopowa, dlatego też w konstrukcjach lotniczych i kosmicznych wykorzystuje się tytan tam, gdzie głównym czynnikiem wpływającym na wagę jest masa. Jednakże, odkuwki ze stali stopowej oferują przewagę w zakresie kosztu jednostkowego wytrzymałości, której tytan nie jest w stanie dorównać na dużą skalę , a ich wyższy moduł sprężystości (200 GPa w porównaniu z 114 GPa w przypadku tytanu) oznacza mniejsze ugięcie pod obciążeniem – krytyczne dla maszyn precyzyjnych, przekładni i wszelkich zastosowań, w których liczy się stabilność wymiarowa pod obciążeniem.
Wpływ rozmiaru przekroju na wytrzymałość kucia stali stopowej
Jednym z najważniejszych w praktyce i niedocenianych aspektów wytrzymałości stali stopowej jest jej degradacja wraz ze wzrostem rozmiaru przekroju. Hartowność — zdolność stali do hartowania do pełnego martenzytu w całym przekroju poprzecznym — określa, jaka część teoretycznej maksymalnej wytrzymałości jest faktycznie osiągalna w rzeczywistym elemencie.
Stal węglowa 1045 ma bardzo ograniczoną hartowność. W pręcie o średnicy 25 mm hartowanie w wodzie daje prawie w pełni martenzytyczną mikrostrukturę i bliską maksymalnej wytrzymałości. W pręcie o średnicy 100 mm rdzeń stygnie zbyt wolno, aby przekształcić się w martenzyt, pozostając w postaci grubego perlitu o wytrzymałości na rozciąganie 30–40% niższej niż powierzchnia. Przy średnicy 200 mm nawet powierzchnia pręta 1045 może być niecałkowicie utwardzona.
Stal stopowa 4140 z dodatkami chromu i molibdenu zachowuje znacznie lepszą hartowność. Hartowanie na wskroś do jednolitego martenzytu można uzyskać do średnicy około 75 mm w procesie hartowania w oleju. 4340 z dodatkiem niklu zwiększa tę wartość do 100 mm lub więcej w przypadku hartowania w oleju. W przypadku odkuwek stali stopowych o przekroju krytycznym przekraczającym 200 mm wymagane są gatunki specjalnie zaprojektowane do dużych przekrojów, takie jak 26NiCrMoV14-5 lub 34CrNiMo6, aby zapewnić spełnienie minimalnych wymagań dotyczących granicy plastyczności w całym przekroju, a nie tylko w pobliżu powierzchni.
Właśnie dlatego w dużych odkuwkach ze stali stopowej na wirniki turbin, ciężkie wały korbowe lub zbiorniki ciśnieniowe reaktorów stosuje się materiały innego gatunku niż mniejsze elementy: dodatek stopowy musi być wystarczający, aby zapewnić właściwości utwardzania na wskroś do linii środkowej odkuwki, która może mieć średnicę 500 mm lub większą.
Wytrzymałość zmęczeniowa odkuwek ze stali stopowej: rzeczywistość cyklicznego obciążenia
Statyczne rozciąganie i granica plastyczności nie są jedynymi miarami, które mają znaczenie. Większość usterek konstrukcyjnych w eksploatacji nie wynika z pojedynczego przeciążenia, ale ze zmęczenia — postępującego wzrostu pęknięć pod powtarzającymi się obciążeniami cyklicznymi znacznie poniżej statycznej granicy plastyczności. W tym przypadku odkuwki ze stali stopowej wykazują zalety, których nie oddają proste liczby dotyczące wytrzymałości na rozciąganie.
Wytrzymałość zmęczeniowa (amplituda naprężenia, jaką materiał może wytrzymać przez 10⁷ cykli bez pękania) jest powiązana z ogólną zależnością od wytrzymałości na rozciąganie dla stali o wytrzymałości na rozciąganie do około 1400 MPa: granica zmęczenia wynosi w przybliżeniu 0,45–0,50-krotności wytrzymałości na rozciąganie. Oznacza to, że odkuwka ze stali stopowej 4140 o wytrzymałości na rozciąganie 1000 MPa ma granicę wytrzymałości wynoszącą około 450–500 MPa — mniej więcej dwukrotnie większą niż odkuwka ze stali węglowej 1045 przy rozciąganiu 600 MPa.
Powyżej wytrzymałości na rozciąganie 1400 MPa ten prosty stosunek załamuje się. Odkuwki ze stali stopowej o wysokiej wytrzymałości stają się coraz bardziej wrażliwe na wykończenie powierzchni, naprężenia szczątkowe i czystość mikrostruktury. Odkuwka 4340 pod ciśnieniem 1600 MPa z obrobionym wykończeniem powierzchni ma znacznie niższą rzeczywistą granicę zmęczenia niż próbka polerowana, ponieważ zadrapania powierzchniowe działają jak koncentratory naprężeń. Właśnie dlatego wysokowydajne odkuwki ze stali stopowej dla przemysłu lotniczego i motorowego są po obróbce śrutowane — warstwa naprężeń szczątkowych ściskających wywołana śrutowaniem może zwiększyć trwałość zmęczeniową 2–4 razy w reprezentatywnych warunkach obciążenia.
Połączenie kontrolowanej praktyki kucia, obróbki cieplnej drobnoziarnistej i śrutowania powierzchni może podnieść efektywną wytrzymałość zmęczeniową odkuwki ze stali stopowej 4340 do 700–800 MPa — wartość, która powoduje, że w przemyśle motoryzacyjnym i lotniczym preferowane są komponenty kute zamiast kęsów obrobionych maszynowo, gdzie przepływ ziaren jest dowolny i nie ma powierzchniowych warstw ściskających.
Kluczowe gatunki kucia stali stopowej i ich profile wytrzymałościowe
Zrozumienie praktycznej wytrzymałości najczęściej określonych gatunków stali stopowej do kucia daje inżynierom roboczy punkt odniesienia przy wstępnym doborze materiału.
AISI 4140: Wszechstronny koń pociągowy
4140 (0,38–0,43% C, 0,8–1,1% Cr, 0,15–0,25% Mo) to najczęściej stosowany gatunek stali stopowej do kucia w ogólnych zastosowaniach przemysłowych oraz w przemyśle naftowym i gazowym. W stanie Q&T zapewnia wytrzymałość na rozciąganie 900–1100 MPa przy odpowiedniej wytrzymałości dla większości zastosowań mechanicznych. Jest to domyślny materiał na kołnierze wiertarskie, złącza narzędzi, tuleje sprzęgieł, kołnierze i wały średnio obciążone. Doskonała skrawalność w stanie wstępnie hartowanym (28–34 HRC) sprawia, że jest on praktyczny w warsztatach, które nie mają możliwości obróbki cieplnej po obróbce.
AISI 4340: Zastosowania konstrukcyjne o wysokiej wytrzymałości
4340 (0,38–0,43% C, 1,65–2,00% Ni, 0,70–0,90% Cr, 0,20–0,30% Mo) zajmuje stopień powyżej 4140 pod względem wytrzymałości i twardości. Dodatek niklu jest kluczowym wyróżnikiem: rozszerza hartowność na większe przekroje i radykalnie poprawia wytrzymałość w niskich temperaturach. Odkuwki ze stali stopowej 4340 są standardowym materiałem na podwozia samolotów (zwykle przy wytrzymałości na rozciąganie 1930 MPa zgodnie z MIL-S-5000), wały korbowe do dużych obciążeń w dużych silnikach wysokoprężnych i półosie o wysokich osiągach. Jego głęboka hartowność sprawia, że jest to minimalny akceptowalny gatunek dla części kutych o przekroju powyżej 75 mm, gdzie wymagane są pełne właściwości mechaniczne.
300M: Ultrawysoka wytrzymałość w przemyśle lotniczym
300M to zasadniczo 4340 modyfikowany 1,45–1,80% krzemu i 0,05–0,10% wanadu. Dodatek krzemu opóźnia mięknięcie martenzytu podczas odpuszczania, umożliwiając stali osiągnięcie wytrzymałości na rozciąganie powyżej 1930 MPa przy jednoczesnym zachowaniu wartości odporności na pękanie powyżej 60 MPa√m – kombinacji, której 4340 nie może osiągnąć przy tym samym poziomie wytrzymałości. Prawie każda oś podwozia samolotów komercyjnych i wojskowych wyprodukowana od lat 60. XX wieku została wykonana z kutej stali stopowej 300M. Jego właściwości zmęczeniowe i odporność na pękanie w zastosowaniach o znaczeniu krytycznym dla bezpieczeństwa sprawiły, że jest on praktycznie niezastąpiony pomimo dziesięcioleci rozwoju konkurencyjnych materiałów.
EN36 i EN39: Stale stopowe utwardzane powierzchniowo
Te gatunki do nawęglania niklowo-chromowego stosuje się do odkuwek stali stopowych, gdzie bardzo twarda, odporna na zużycie powierzchnia (60–64 HRC) musi współistnieć z ciągliwym, odpornym na uderzenia rdzeniem. Po kuciu, nawęglaniu lub węgloazotowaniu dodaje się węgiel na głębokość 0,5–2,0 mm na powierzchni. Rezultatem jest komponent, który pochłania obciążenia udarowe przez wytrzymały rdzeń, a jednocześnie jest odporny na zmęczenie kontaktowe i zużycie powierzchni — jest to dokładna kombinacja wymagana w przypadku przekładni zębatych o dużej wytrzymałości, wałków rozrządu i wałów wielowypustowych w sprzęcie do przenoszenia mocy i sprzęcie górniczym.
H13 i H11: Odkuwki ze stali narzędziowej do pracy na gorąco
H13 (5% Cr, 1,5% Mo, 1% V) to światowy standard w zakresie narzędzi do pracy na gorąco. W przypadku produkcji jako odkuwka, a nie półfabrykat, H13 ma takie same zalety w zakresie przepływu ziaren i gęstości, jak w przypadku konstrukcyjnych stali stopowych. W udokumentowanych porównaniach produkcyjnych kute wkładki matrycowe H13 do odlewów ciśnieniowych aluminium osiągają trwałość użytkową o 20–40% dłuższą niż zamienniki obrabiane z prętów, po prostu dlatego, że odkuwka zamyka mikroporowatość i korzystniej wyrównuje rozkład węglika. Twardość H13 w eksploatacji wynosi zazwyczaj 44–50 HRC, zapewniając granicę plastyczności na ściskanie powyżej 1600 MPa w temperaturze pokojowej, utrzymującą się powyżej 600 MPa w temperaturze 600°C.
Testowanie i weryfikacja wytrzymałości kucia stali stopowej
W większości krytycznych zastosowań deklaracje wytrzymałościowe dla odkuwek ze stali stopowej nie są akceptowane na podstawie samych certyfikatów materiałowych. Większość norm dotyczących zamówień wymaga badania fizycznego próbek pobranych z odkuwek produkcyjnych lub z reprezentatywnych przedłużeń przymocowanych do odkuwki.
Standardowe badania kwalifikacyjne odkuwek ze stali stopowych obejmują:
- Próba rozciągania w temperaturze pokojowej: Mierzy ostateczną wytrzymałość na rozciąganie, granicę plastyczności 0,2%, wydłużenie w procentach i zmniejszenie powierzchni w procentach. Te cztery wartości w pełni charakteryzują statyczną reakcję mechaniczną.
- Próba udarności Charpy’ego w kształcie litery V: Przeprowadzane w określonej temperaturze (często 0°C, -20°C lub -40°C, w zależności od zastosowania), mierzy pochłoniętą energię w dżulach i potwierdza, że materiał nie działa w swojej strefie przejściowej kruchości.
- Twardość Brinella lub Rockwella: Szybki, nieniszczący wskaźnik wytrzymałości na rozciąganie (1 HBW ≈ 3,5 MPa dla stali) stosowany do przesiewania odkuwek przed badaniami niszczącymi oraz do sprawdzania jednorodności obróbki cieplnej w całej partii.
- Badania ultradźwiękowe (UT): Kontrola wolumetryczna w celu wykrycia defektów wewnętrznych, które mogłyby zmniejszyć efektywny przekrój nośny. Poziomy akceptacji zgodnie z ASTM A388 lub EN 10228-3 definiują maksymalny dopuszczalny rozmiar wskazania.
- Odporność na pękanie (K₁c): Wymagane w przypadku odkuwek stali stopowych dla przemysłu lotniczego i nuklearnego. Mierzy współczynnik intensywności naprężenia, przy którym pęknięcie będzie się rozprzestrzeniać niestabilnie, wyrażony w MPa√m. 4340 przy rozciąganiu 1380 MPa zazwyczaj osiąga K₁c na poziomie 50–60 MPa√m; 300M przy tym samym poziomie wytrzymałości osiąga 65–80 MPa√m dzięki modyfikacji krzemem.
W zastosowaniach naftowych i gazowych regulowanych przez NACE MR0175 badanie twardości to nie tylko kontrola jakości — to weryfikacja bezpieczeństwa, ponieważ jakiekolwiek odkuwanie stali stopowej przekraczającej 22 HRC (około 760 MPa wytrzymałości na rozciąganie) jest zabronione w środowiskach kwaśnych ze względu na ryzyko pękania naprężeniowego siarczkowego. Jest to jeden z przypadków, w których maksymalna dopuszczalna wytrzymałość jest niższa od wytrzymałości materiału, co jest spowodowane pękaniem środowiskowym, a nie ograniczeniami obciążenia mechanicznego.
Wydajność w świecie rzeczywistym: odkuwki ze stali stopowej w eksploatacji
Laboratoryjne dane dotyczące właściwości mechanicznych pokazują, jakie odkuwki ze stali stopowej mogą osiągnąć w kontrolowanych warunkach. To, co dzieje się w służbie terenowej, często opowiada pełniejszą historię o połączeniu wytrzymałości, odporności na zmęczenie i wiązkości, które sprawia, że odkuwki ze stali stopowej są dominującym wyborem w branżach o wysokim popycie.
W układach napędowych pojazdów użytkowych wały korbowe z kutej stali stopowej rutynowo przejeżdżają co najmniej 800 000 km bez uszkodzeń zmęczeniowych, jeśli są produkowane zgodnie ze specyfikacją. Ta sama geometria wału korbowego produkowanego z żeliwa sferoidalnego — powszechnie stosowanego zamiennika obniżającego koszty — wykazuje awarie zmęczeniowe przy jednej trzeciej do połowy przebiegu w równoważnych warunkach, dlatego też każdy producent OEM samochodów ciężarowych nadal określa odkuwki ze stali stopowej do wałów korbowych pomimo wyższych kosztów materiałów.
W sektorze naftowo-gazowym odkuwki kołnierzowe wiertła ze stali stopowej 4140 działają pod połączonymi obciążeniami skręcającymi, zginającymi i osiowymi w zespołach z otworami dennymi, przechodząc miliony razy przez cały okres eksploatacji odwiertu. Udokumentowany wskaźnik awaryjności kołnierza wiertniczego w przypadku prawidłowo obrobionych cieplnie odkuwek 4140 spełniających wymagania API Spec 7-1 jest wyjątkowo niski — a większość występujących awarii wynika raczej z niewłaściwej obróbki cieplnej, uszkodzeń korozyjnych lub uszkodzeń związanych z obsługą, a nie z nieodłącznej słabości materiału.
W sektorze wytwarzania energii duże odkuwki wirników ze stali niskostopowej do turbin parowych – zwykle 25–100 ton – wykazały żywotność przekraczającą 40 lat przy ciągłym cyklicznym obciążeniu termicznym i mechanicznym w elektrowniach podstawowych. Rekord wydajności jest bezpośrednią konsekwencją ścisłej kontroli składu, odgazowania próżniowego i kompleksowych testów mechanicznych, którym poddawane są duże odkuwki ze stali stopowej przed opuszczeniem kuźni. Żadna inna metoda produkcji wirników tej wielkości i masy nie osiągnęła takiego rekordu niezawodności.