Kluczowe punkty, które należy wiedzieć na temat kutych stali nierdzewnej
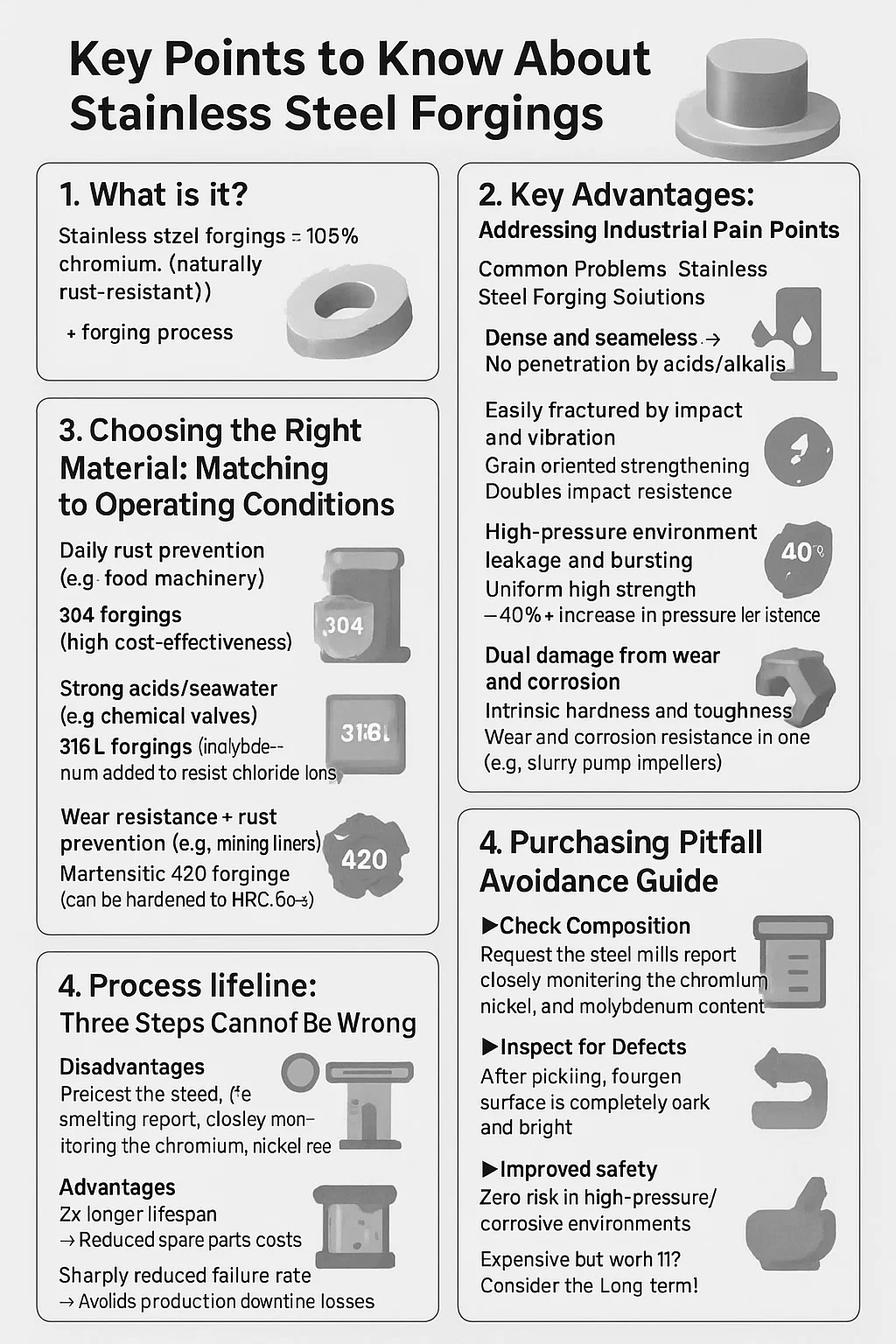
1. Co to jest?
Odkuwki ze stali nierdzewnej = Stal nierdzewna (zawierająca ≥10,5% chromu, naturalnie odporna na rdzę) proces kucia (młotkowanie w wysokiej temperaturze).
Podstawowe wartości:
▶Gęstszy niż odlewy (kucie eliminuje porowatość i pęknięcia)
▶Mocniejsze i wytrzymalsze niż części obrabiane (zachowuje linie przepływu metalu)
2. Kluczowe zalety: Rozwiązanie problemów przemysłowych
Typowe problemy: Kucie stali nierdzewnej Rozwiązania
Perforacja części wywołana korozją: Gęsta i bez szwu → Brak penetracji kwasów/zasad
Łatwe pękanie pod wpływem uderzeń i wibracji: Wzmocnienie zorientowane na ziarno → Podwaja odporność na uderzenia
Wyciek i pękanie w środowisku pod wysokim ciśnieniem: Jednolita wysoka wytrzymałość → 40% wzrost odporności na ciśnienie
Podwójne uszkodzenia spowodowane zużyciem i korozją: wewnętrzna twardość i wytrzymałość → odporność na zużycie i korozję w jednym (np. wirniki pomp szlamowych)
3. Wybór odpowiedniego materiału: dopasowanie do warunków pracy
Codzienna ochrona przed rdzą (np. maszyny spożywcze) → Odkuwki 304 (wysoka opłacalność)
Silne kwasy/woda morska (np. zawory chemiczne) → Odkuwki 316L (dodano molibden w celu zwiększenia odporności na jony chlorkowe)
Odporność na zużycie, zapobieganie rdzy (np. wykładziny górnicze) → Odkuwki martenzytyczne 420 (można hartować do HRC) 50 ) Korozja wysokociśnieniowa (np. kołnierze okrętów podwodnych) → Odkuwki Duplex 2205 (podwójna poprawa wytrzymałości na korozję)
4. Linia ratunkowa procesu: Trzy kroki nie mogą być błędne
▶Kontrola ogrzewania i temperatury:
Stal 304 nie może być powoli schładzana w zakresie 500-850 ℃ (w przeciwnym razie spadnie odporność na rdzę)
Temperatura kucia stali martenzytycznej ≥950 ℃ (kucie w niskiej temperaturze pęknie)
▶Chłodzenie po kuciu:
Stal austenityczna (np. 316L) → szybkie hartowanie w wodzie chłodzącej (pominięcie niebezpiecznej strefy temperaturowej)
Stal martenzytyczna (np. 420) → powolne chłodzenie zanurzeniowe w piasku (szybkie chłodzenie nieuchronnie spowoduje pęknięcie)
▶Obróbka powierzchniowa:
Trawienie kwasem i pasywacja to dusza! Utworzenie warstwy tlenku chromu podwaja odporność na rdzę.
5. Przewodnik dotyczący unikania pułapek zakupowych
▶Sprawdź skład:
Poproś hutę o raport wytapiania, dokładnie monitorując zawartość chromu, niklu i molibdenu (nawet redukcja o 0,5% drastycznie zmniejsza wydajność).
▶Sprawdź pod kątem wad:
Po wytrawieniu powierzchnia powinna być całkowicie biała i jasna, bez czarnych plam (czarne plamy wskazują na potencjalną korozję). Badania ultradźwiękowe nie powinny wykazać żadnych defektów większych niż 2 mm (niezbędne w przypadku elementów wysokociśnieniowych).
▶Sprawdź producenta:
Wybierz dostawcę posiadającego możliwości obejmujące cały proces, od produkcji stali, przez kucie, po obróbkę cieplną. Odrzuć produkty bez trwałej pieczątki stalowej (w tym gatunku/numeru pieca/numeru partii).
6. Drogie, ale warto? Weź pod uwagę długoterminową perspektywę!
Wady: Cena o 30% wyższa niż w przypadku odlewów, dłuższy czas dostawy (co najmniej 2 tygodnie).
Zalety:
▶2x dłuższa żywotność → Mniejsze koszty części zamiennych
▶Zdecydowanie zmniejszony wskaźnik awaryjności → Pozwala uniknąć strat związanych z przestojami w produkcji
▶Większe bezpieczeństwo → Zerowe ryzyko w środowiskach wysokociśnieniowych/korozyjnych