Co to jest kucie stali i jak działa ten proces
Kucie stali to proces produkcyjny, podczas którego kęsy lub pręty z litej stali są kształtowane pod wpływem siły ściskającej — przy użyciu młotków, pras lub matryc — w celu wytworzenia części o doskonałych właściwościach mechanicznych w porównaniu z alternatywami odlewanymi lub obrabianymi maszynowo. Rezultatem jest struktura ziaren dopasowująca się do konturów części, zapewniająca wytrzymałość na rozciąganie zazwyczaj o 20–40% wyższą niż w przypadku równoważnych elementów ze staliwa. Jeśli potrzebujesz części odpornych na zmęczenie, uderzenia lub obciążenia cykliczne — korbowody, wały korbowe, kołnierze, koła zębate — kucie jest zwykle najpewniejszą drogą do osiągnięcia tego celu.
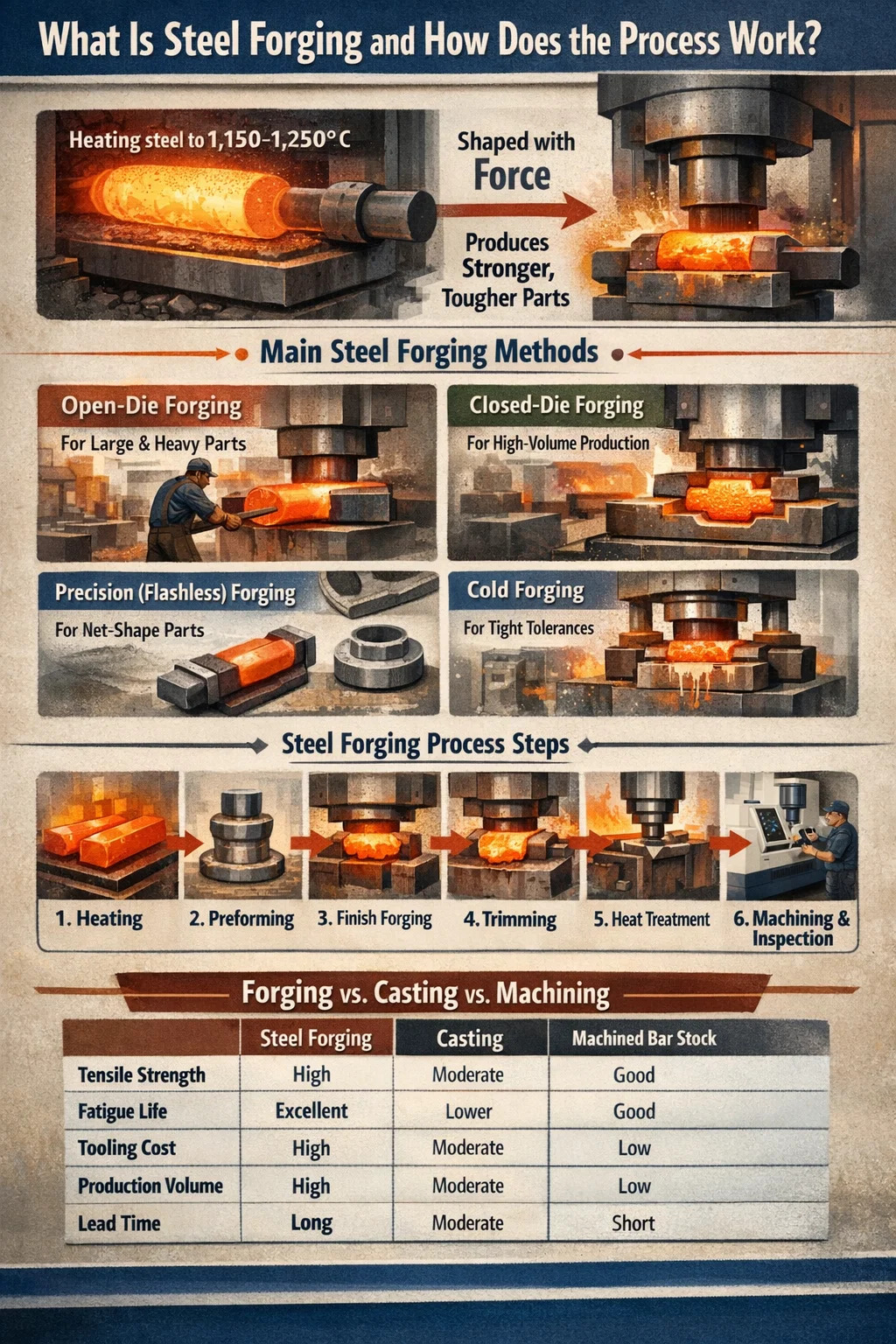
U podstaw procesu leży podgrzewanie stali do określonego zakresu temperatur (zwykle od 1100°C do 1250°C w przypadku stali węglowych i stopowych), a następnie przyłożenie siły w celu plastycznego odkształcenia materiału do pożądanego kształtu. Podwyższona temperatura zmniejsza naprężenia płynięcia i poprawia ciągliwość, dzięki czemu metal łatwiej jest kształtować bez pękania. Po schłodzeniu kuta część poddawana jest poprocesowej obróbce cieplnej, obróbce mechanicznej i kontroli przed wysyłką.
Kucie stali nie jest pojedynczą techniką. Rozgałęzia się na kilka odrębnych metod, z których każda jest dostosowana do różnych geometrii, objętości i wymagań tolerancji. Zrozumienie, jak działa każda metoda — i gdzie jest ona niewystarczająca — jest punktem wyjścia dla każdego inżyniera lub kupującego próbującego podjąć właściwą decyzję w sprawie projektu kucia.
Główne metody kucia stali i kiedy je stosować
Każda metoda kucia stali pozwala uzyskać części o różnych tolerancjach wymiarowych, warunkach powierzchniowych i kosztach narzędzi. Nieprawidłowy wybór zwiększa koszty, wydłuża czas realizacji lub skutkuje powstaniem części wymagających nadmiernej obróbki wtórnej.
Kucie matrycowe
Kucie swobodnie matrycowe (zwane także kuciem swobodnym lub kuciem kowalskim) wykorzystuje matryce płaskie lub o prostym kształcie, które nie obejmują całkowicie przedmiotu obrabianego. Stal jest manipulowana pomiędzy matrycami poprzez serię ściskań, rozciągań i obrotów. Tę metodę stosuje się w przypadku dużych wałów, cylindrów, pierścieni i wlewków – części, które mogą ważyć od kilku kilogramów do ponad 200 ton.
Kucie na otwartej matrycy jest najlepszym wyborem, gdy rozmiar części przekracza pojemność zamkniętych matryc lub gdy wielkość produkcji jest zbyt mała, aby uzasadnić drogie oprzyrządowanie. Tolerancje wymiarowe są szersze (zwykle ± 3–6 mm), dlatego później należy spodziewać się znacznej obróbki. Gatunki stali, takie jak 4140, 4340 i 316, są rutynowo przetwarzane w ten sposób dla przemysłu naftowego i gazowego, energetyki i ciężkiego sprzętu.
Kucie matrycowe (kucie matrycowe)
Kucie matrycowe wykorzystuje dopasowany zestaw matryc z wnęką obrobioną w przybliżeniu do kształtu gotowej części. Ogrzany kęs umieszcza się pomiędzy matrycami i przykłada się siłę, aż stal całkowicie wypełni wnękę, a nadmiar materiału wypłynie w postaci wypływki wokół linii podziału. Lampa błyskowa jest później przycinana.
Ta metoda zapewnia węższe tolerancje (zwykle ± 0,5–1,5 mm w zależności od złożoności i rozmiaru części), lepsze wykończenie powierzchni i bardziej spójną geometrię niż w przypadku pracy z otwartą matrycą. Koszty oprzyrządowania są wysokie — pełny zestaw matryc do części o średniej złożoności może kosztować 15 000–80 000 USD lub więcej — dlatego kucie w matrycy zamkniętej ma sens ekonomiczny przede wszystkim w przypadku średnich i dużych wielkości produkcji. Korbowody samochodowe, piasty kół i korpusy zaworów to klasyczne zastosowania.
Kucie bezwypływowe (precyzyjne).
Kucie bezwypływkowe eliminuje wypływkę poprzez precyzyjną kontrolę objętości kęsa i geometrii matrycy, dzięki czemu materiał wypełnia wnękę bez przelewania się. Rezultatem jest część w kształcie siatki lub prawie w kształcie siatki, która wymaga minimalnej obróbki po kuciu. Możliwe są tolerancje rzędu ±0,1–0,3 mm.
Proces ten wymaga precyzyjnego przygotowania kęsów i większych inwestycji w oprzyrządowanie, ale oszczędność materiału na poziomie 10–20% w porównaniu z konwencjonalnym kuciem matrycowym sprawia, że jest on atrakcyjny w przypadku wielkoseryjnej produkcji skomplikowanych części jak koła zębate, przekładnie stożkowe i elementy zawieszenia.
Kucie walcowe
Odkuwka walcowa przechodzi nagrzany pręt stalowy pomiędzy dwoma walcami z ukształtowanymi rowkami, zmniejszając jego przekrój poprzeczny i jednocześnie go wydłużając. Zwykle stosuje się go jako etap wstępnego formowania przed kuciem w matrycy zamkniętej, ale stosuje się go również jako proces końcowy w przypadku wałów stożkowych, resorów płytkowych i elementów szyn. Ciągły charakter procesu sprawia, że jest on bardzo wydajny w przypadku wydłużonych części.
Zdenerwowane kucie
Kucie spękane zwiększa pole przekroju poprzecznego pręta lub pręta stalowego poprzez ściskanie go wzdłuż jego osi, skracanie długości i zwiększanie średnicy w określonej strefie. W ten sposób produkowane są śruby, kołki, zawory i wały kołnierzowe. Maszyny do kucia spęczającego z dużą prędkością mogą wytwarzać tysiące części na godzinę, co czyni tę metodę jedną z najbardziej produktywnych metod kucia elementów złącznych i podobnego sprzętu.
Kucie na zimno
W przeciwieństwie do powyższych metod, kucie na zimno przeprowadza się w temperaturze pokojowej lub w jej pobliżu. Stal twardnieje podczas procesu, co faktycznie zwiększa twardość i wytrzymałość powierzchni. Tolerancje są wyjątkowo wąskie (± 0,05–0,1 mm), a wykończenie powierzchni jest doskonałe, często eliminując potrzebę toczenia lub szlifowania. Kompromisem są wymagane wyższe siły nacisku oraz ograniczenia dotyczące geometrii części i gatunku stali. Do kucia na zimno najlepiej nadają się stale niskowęglowe i średniowęglowe.
Krok po kroku: jak kucie stali odbywa się w praktyce
Znajomość etapów procesu ma znaczenie niezależnie od tego, czy projektujesz część pod kątem podrabialności, czy też przeprowadzasz audyt hali produkcyjnej dostawcy. Oto jak standardowa sekwencja kucia stali w zamkniętej matrycy przebiega od surowca do gotowej części.
- Wybór materiału i przygotowanie kęsów: Odpowiedni gatunek stali wybierany jest na podstawie wymagań dotyczących właściwości mechanicznych gotowej części. Typowe gatunki obejmują 1045 (średniowęglowy, przemysłowy), 4140 (chrom-molibden, wysoka wytrzymałość), 4340 (nikiel-chrom-molibden, przemysł lotniczy) i stal nierdzewną 17-4 PH (odporna na korozję, o dużej wytrzymałości). Pręt lub kęs jest przycinany do obliczonej objętości — nieco za duży, aby uwzględnić utratę wypływu i zgorzeliny.
- Ogrzewanie: Kęsy ładuje się do pieca opalanego gazem lub indukcyjnego i doprowadza do docelowej temperatury kucia. W przypadku większości stali węglowych i stopowych jest to 1150–1250°C. Równomierność temperatury w przekroju kęsa ma kluczowe znaczenie — gradient temperatury większy niż 50°C może skutkować pękaniem lub niepełnym wypełnieniem matrycy. Ogrzewanie indukcyjne jest preferowane w celu ścisłej kontroli temperatury i ograniczenia tworzenia się kamienia.
- Odkamienianie: Podczas ogrzewania na gorącej stali tworzy się warstwa tlenku. Przed kuciem zgorzelina ta jest usuwana strumieniem wody pod wysokim ciśnieniem (zwykle 100–200 barów) lub pierwszym lekkim uderzeniem w matrycę, co rozbija zgorzelinę i zapobiega jej wciskaniu w powierzchnię części, powodując wady powierzchni.
- Przygotowanie (jeśli wymagane): Złożone części często wymagają jednego lub więcej etapów wstępnego formowania, aby ponownie rozprowadzić masę metalową bliżej ostatecznego kształtu przed ostatecznym odciskiem matrycy. Zmniejsza to zużycie matrycy i poprawia przepływ metalu podczas końcowego uderzenia. Wstępne formowanie odbywa się w oddzielnych wnękach matrycy na tej samej prasie lub młotku.
- Zakończ kucie: Wstępnie uformowany kęs jest przenoszony do wnęki matrycy wykańczającej i uderzany — albo młotkiem (młot grawitacyjny lub parowy zapewniający wielokrotne uderzenia) albo prasą (prasa mechaniczna lub hydrauliczna zapewniająca kontrolowany pojedynczy skok). Stal całkowicie wypełnia wnękę, a wypływka wypływa wokół linii podziału.
- Przycinanie błysku: Jeszcze gorącą (lub po ostygnięciu, w przypadku pras do okrawania) odkuwkę umieszcza się w matrycy okrawającej i wypływka jest wycinana jednym pociągnięciem. W przypadku części precyzyjnych, przyciętą odkuwkę można ponownie uderzyć w matrycy kalibracyjnej, gdy jest ona jeszcze ciepła, aby skorygować sprężynowanie i poprawić dokładność wymiarową.
- Obróbka cieplna: W zależności od gatunku stali i wymagań dotyczących końcowych właściwości mechanicznych, części kute poddawane są normalizacji, wyżarzaniu, hartowaniu i odpuszczaniu lub obróbce przesycającej i starzeniu. Na przykład hartowanie i odpuszczanie stali 4140 może zwiększyć wytrzymałość na rozciąganie od 655 MPa (znormalizowana) do ponad 1000 MPa.
- Obróbka: Nawet odkuwki o kształcie zbliżonym do netto zazwyczaj wymagają toczenia, frezowania, wiercenia i szlifowania CNC, aby uzyskać ostateczne tolerancje wymiarowe, wykończenie powierzchni i cechy (gwinty, otwory, wpusty), których nie można bezpośrednio kuć.
- Kontrola i testowanie: Gotowe odkuwki poddaje się kontroli wymiarowej (maszyna współrzędnościowa lub pomiar ręczny), wizualnej (pęknięcia powierzchniowe, zakładki, szwy) i często za pomocą badań nieniszczących — inspekcja magnetyczno-proszkowa (MPI) pod kątem wad powierzchniowych, badania ultradźwiękowe (UT) pod kątem wewnętrznych pustek. Testy mechaniczne na próbkach weryfikują twardość, wytrzymałość na rozciąganie, udarność i wytrzymałość zmęczeniową.
Gatunki stali powszechnie stosowane w kuciu i ich właściwości
Dobór materiału jest nierozerwalnie związany z procesem kucia. Gatunek stali określa zakres temperatur kucia, trwałość matrycy, wymaganą wydajność prasy, obróbkę cieplną po kuciu i ostatecznie wydajność gotowej części.
| Stopień stali | Zakres temperatur kucia | Wytrzymałość na rozciąganie (Q&T) | Kluczowe aplikacje |
|---|---|---|---|
| AISI 1045 | 1150–1230°C | ~570–700 MPa | Wały, koła zębate, sprzęgła |
| AISI 4140 | 1100–1230°C | ~900–1100 MPa | Kołnierze, kołnierze wiertnicze, osie |
| AISI 4340 | 1100–1200°C | ~1000–1500 MPa | Podwozie, wały korbowe, przemysł lotniczy |
| Stal nierdzewna AISI 316 | 1149–1260°C | ~515–690 MPa | Zawory, armatura, sprzęt morski |
| F51 Duplex SS | 1050–1150°C | ~620–880 MPa | Elementy podmorskie, zakłady chemiczne |
| Stal nierdzewna 17-4PH | 1040–1150°C | ~930–1310 MPa | Lotnictwo, medycyna, wały pomp |
Jedna praktyczna uwaga na temat kucia stali nierdzewnej: gatunki austenityczne, takie jak 316, mają wyższe naprężenia płynięcia niż stale węglowe, co oznacza, że prasa potrzebuje większej wydajności w przypadku części o tej samej wielkości. Są również bardziej podatne na utwardzanie przez odkształcenie, co może powodować pękanie, jeśli ponowne nagrzewanie między przejściami nie zostanie wykonane prawidłowo. Gatunki duplex są jeszcze bardziej wrażliwe na temperaturę — praca poza wąskim oknem kucia może zdestabilizować równowagę ferrytowo-austenitową i pogorszyć odporność na korozję.
Kluczowe zasady projektowania kutych części stalowych
Części zaprojektowane bez kucia często kosztują znacznie więcej w produkcji lub nie wykorzystują korzyści strukturalnych procesu. Stosowanie tych zasad projektowania od samego początku pozwala uniknąć późniejszych kosztownych przeprojektowań.
Kąty pochylenia
Wszystkie powierzchnie pionowe w odkuwce z zamkniętą matrycą wymagają kąta pochylenia, aby część mogła zostać wyrzucona z matrycy. Standardowe zanurzenie dla odkuwek stalowych wynosi 5–7° na powierzchniach zewnętrznych i 7–10° na powierzchniach wewnętrznych . Funkcje zerowego lub ujemnego ciągu wymagają bardziej złożonego oprzyrządowania z kołkami wypychającymi lub dzielonymi matrycami, co znacznie zwiększa koszty.
Zaokrąglenie i promienie narożników
Ostre narożniki wewnętrzne powodują koncentrację naprężeń zarówno w matrycy, jak i w gotowej części. Minimalny wewnętrzny promień zaokrąglenia wynoszący 3 mm jest praktycznym punktem wyjścia, przy czym w strefach silnie obciążonych preferowany jest promień 6 mm lub większy. Promień narożnika zewnętrznego powinien wynosić co najmniej 1,5 mm. Części z odpowiednimi zaokrągleniami wykazują nawet 3-krotną poprawę trwałości zmęczeniowej w porównaniu do części z ostrymi przejściami.
Umieszczenie linii podziału
Linia podziału to miejsce, w którym spotykają się dwie połówki matrycy. Należy go umieścić w największym przekroju części, aby zminimalizować głębokość matrycy i wypływ. Prosta, płaska linia podziału to najprostsza i najtańsza opcja. Zakrzywione lub kątowe linie podziału zwiększają złożoność narzędzi, ale mogą być konieczne w przypadku niektórych geometrii.
Zmiana grubości przekroju
Duże różnice w grubości przekroju poprzecznego w obrębie tej samej części powodują nierównomierny przepływ metalu podczas kucia. Cienkie sekcje wypełniają się szybciej i schładzają szybciej niż grube, co prowadzi do niedopełnienia lub pękania. Ogólną zasadą jest, że stosunek maksymalnej do minimalnej grubości ścianki w odkuwce stalowej nie powinien przekraczać 4:1 bez starannego zaprojektowania formy wstępnej w celu wstępnego rozprowadzenia materiału.
Orientacja przepływu ziarna
Jedną z najważniejszych zalet kucia stali w porównaniu z obróbką odlewów lub prętów jest możliwość wyrównania przepływu ziaren z kierunkiem największego naprężenia podczas pracy. Korbowód kuty z wzdłużnym przepływem ziaren wzdłuż osi korbowodu ma znacznie lepszą odporność na zmęczenie niż korbowód wykonany z pręta, gdzie ziarno przebiega poprzecznie w krytycznych przekrojach. Zaprojektuj część tak, aby główna oś obciążenia była wyrównana z głównym kierunkiem kucia.
Kucie stali a odlewanie a obróbka skrawaniem z prętów
Wybierając metodę produkcji części ze stali konstrukcyjnej, inżynierowie często stają przed wyborem między kuciem, odlewaniem i obróbką skrawaniem. Każda metoda ma odrębny profil wydajności i kosztów.
| Kryterium | Kucie stali | Odlew | Obrobiony maszynowo pręt |
|---|---|---|---|
| Wytrzymałość na rozciąganie | Wysokie (rafinowane ziarno) | Umiarkowane (ryzyko porowatości) | Dobry (w zależności od klasy) |
| Życie zmęczenia | Znakomicie | Dolna (wady wewnętrzne) | Dobrze, jeśli ziarno jest wyrównane |
| Złożoność geometryczna | Umiarkowane | Wysoka | Wysoka (CNC) |
| Koszt oprzyrządowania | Wysoka (dies) | Umiarkowane (patterns/molds) | Niska lub żadna |
| Koszt jednostkowy przy dużej objętości | Niski | Niski to moderate | Wysoka (material waste) |
| Wady wewnętrzne | Minimalne (puste przestrzenie zamknięte) | Możliwe (skurcz, porowatość) | Zależy od jakości paska |
| Lead Time (prototype) | Długie (produkcja matryc) | Umiarkowane | Krótkie |
Decyzja zwykle sprowadza się do trzech czynników: rocznej wielkości produkcji, wymaganych parametrów mechanicznych i złożoności części. W przypadku części ze złożonymi kanałami wewnętrznymi lub podcięciami odlewanie często wygrywa samą geometrią. W przypadku wielkoseryjnych części konstrukcyjnych w przemyśle motoryzacyjnym, lotniczym lub naftowo-gazowym kucie prawie zawsze wygrywa pod względem wydajności i kosztów cyklu życia. Obróbka z prętów ma największy sens w przypadku prototypów, bardzo małych partii lub części, które są po prostu zbyt małe, aby można je było ekonomicznie wykuć.
Typowe wady w kuciu stali i jak im zapobiegać
Nawet przy prawidłowych parametrach procesu w odkuwkach stalowych mogą pojawić się defekty, które zagrażają integralności strukturalnej. Wiedza o przyczynach poszczególnych usterek i sposobach ich wczesnego wykrycia pozwala uniknąć kosztownych awarii w terenie.
Okrążenia i fałdy
Zakładki powstają, gdy zmarszczka lub nawis powierzchni jest zagięta i wkuta w powierzchnię części bez klejenia. Pojawiają się jako liniowe defekty powierzchni, zwykle przebiegające równolegle do linii podziału. Podstawową przyczyną jest zwykle nieprawidłowy kształt preformy, nadmierny wypływ lub słaby rozkład przepływu metalu w matrycy. Kontrola magnetyczno-proszkowa niezawodnie wykrywa zatarcia na powierzchni. Zapobieganie wymaga odpowiedniego zaprojektowania preformy i optymalizacji wnęki matrycy.
Niedopełnienie
Niedopełnienie oznacza, że wnęka matrycy nie została całkowicie wypełniona stalą podczas kucia, pozostawiając płytkie wgłębienia na powierzchni części. Przyczyny obejmują niewystarczającą masę kęsów, zbyt niską temperaturę kucia, nadmierną wypływkę powodującą wyciekanie materiału przed wypełnieniem wnęki lub nieodpowiednią wydajność prasy. Kontrola wymiarowa w większości przypadków wykryje niedopełnienie, ale lepiej jest to wykryć w pierwszej serii produkcyjnej z pocięciem próbki.
Pękanie
Pęknięcia powierzchniowe powstają, gdy stal jest kuta w zbyt niskiej temperaturze (poniżej zakresu przejścia od plastycznego do kruchego), gdy prędkość odkształcania jest zbyt duża lub gdy stal ma nadmierną zawartość siarki lub fosforu, co sprzyja kruchości na gorąco. Pęknięcia wewnętrzne (defekty pękające) powstają, gdy w rdzeniu podczas kucia powstają naprężenia rozciągające, często w ciężkich przekrojach. Utrzymywanie temperatury kucia powyżej 1050°C dla większości stali stopowych i unikanie nadmiernego redukcji w jednym przejściu zapobiega większości defektów pękania.
Odwęglanie
Długotrwała ekspozycja na powietrze o wysokich temperaturach powoduje dyfundację węgla z powierzchniowej warstwy stali, tworząc miękką strefę o niskiej zawartości węgla, która zmniejsza twardość i odporność na zmęczenie. Głębokość odwęglenia wynosząca 0,3–0,8 mm nie jest rzadkością w przypadku części ogrzewanych w piecach z otwartym płomieniem. Stosowanie pieców z kontrolowaną atmosferą lub ogrzewania indukcyjnego znacznie zmniejsza odwęglenie, a obróbka dotkniętej warstwy jest standardowym środkiem zaradczym, jeśli do niego dojdzie.
Umrzeć Przesunięcie
Przesunięcie matrycy ma miejsce, gdy górna i dolna połówka matrycy nie są wyrównane podczas kucia, tworząc część przesuniętą na linii podziału. Nawet przesunięcie o 0,5 mm może spowodować, że część nie przejdzie kontroli wymiarowej. Regularne kontrole wyrównania matryc i właściwa konserwacja klucza lokalizującego zapobiegają tej defektowi produkcyjnemu.
Branże opierające się na kuciu stali i dlaczego
Zapotrzebowanie na kucie stali napędzane jest przez branże, w których awaria konstrukcji nie wchodzi w grę. Zrozumienie, gdzie i dlaczego określono kucie, pomaga kupującym uzasadnić inwestycję w oprzyrządowanie, a inżynierom pomaga uzasadnić potrzebę kucia zamiast konkurencyjnych procesów.
- Motoryzacja: Korbowody, wały korbowe, zwrotnice, piasty kół, wałki rozrządu i przekładnie są prawie powszechnie kute. Typowy samochód osobowy zawiera 35–45 kg kutych części stalowych. Odporność na zmęczenie i uderzenia stali kutej jest powodem, dla którego te elementy o kluczowym znaczeniu dla bezpieczeństwa nie są odlewane.
- Ropa naftowa i gaz: Wiertła, kołnierze wiertnicze, elementy BOP, korpusy zaworów, kołnierze (ANSI/ASME B16.5) i złącza podmorskie wymagają kucia, aby wytrzymać ekstremalne ciśnienia w odwiercie (do 15 000 psi ciśnienia roboczego w niektórych zastosowaniach) i środowiska korozyjne. Normy ASME/ANSI i API wymagają kucia wielu z tych komponentów.
- Przemysł lotniczy: Rozpórki podwozia, mocowania skrzydeł, mocowania silnika i tarcze turbin są kute z wysokowytrzymałych stali stopowych i nadstopów. Surowe wymagania przemysłu lotniczego dotyczące identyfikowalności, certyfikowanych raportów z testów materiałów i badań nieniszczących sprawiają, że kucie jest domyślnym wyborem w przypadku elementów konstrukcyjnych płatowca.
- Wytwarzanie energii: Wirniki turbin parowych, wały generatorów i głowice zbiorników ciśnieniowych w elektrowniach jądrowych i konwencjonalnych należą do największych produkowanych odkuwek — pojedyncze odkuwki matrycowe mogą ważyć 150–300 ton. Integralność materiału wymagana w przypadku komponentów pracujących pod połączonym obciążeniem termicznym i mechanicznym przez 30–60 lat jest możliwa do osiągnięcia jedynie poprzez kontrolowane kucie i obróbkę cieplną.
- Sprzęt górniczy i budowlany: Ogniwa gąsienic spycharek, sworznie łyżek koparki, młoty kruszarki do skał i żerdzie wiertnicze są narażone na silne uderzenia i zużycie ścierne. Odkuwki ze stali wysokomanganowej i niskostopowej są odporne na odkształcenia i pękanie w tych warunkach znacznie lepiej niż ich odpowiedniki odlewane.
- Obrona: Pociski artyleryjskie, penetratory przeciwpancerne, elementy gąsienic czołgów i lufy dział są kute w celu spełnienia specyfikacji wojskowych wymagających określonej twardości, wytrzymałości i spójności wymiarowej, których nie można osiągnąć innymi procesami.
Standardy jakości i certyfikaty dla odkuwek stalowych
Zakup odkuwek stalowych bez odniesienia się do obowiązujących norm naraża kupujących na zmienność jakości i części niezgodne. Przed złożeniem zamówienia warto zapoznać się z najważniejszymi normami regulującymi jakość kucia stali.
- ASTM A668 / A668M: Standardowa specyfikacja dla odkuwek ze stali węglowej i stopowej do ogólnego zastosowania przemysłowego. Obejmuje osiem klas z wymaganiami dotyczącymi właściwości mechanicznych od wytrzymałości na rozciąganie 485 MPa (klasa D) do 830 MPa (klasa L).
- ASTM A182: Obejmuje kute lub walcowane kołnierze rur ze stopów i stali nierdzewnej, kute złączki i zawory do pracy w wysokich temperaturach. Powszechnie stosowane w specyfikacjach dotyczących przetwarzania ropy i gazu oraz procesów chemicznych.
- ASTM A105: Norma dla odkuwek ze stali węglowej do zastosowań w rurociągach w temperaturach otoczenia i wyższych. Jest to jedna z najczęściej przywoływanych specyfikacji dotyczących kołnierzy i złączek w przemysłowych systemach rurociągów.
- API 6A/6D: Normy Amerykańskiego Instytutu Naftowego dotyczące wyposażenia głowic odwiertów i choinek (6A) oraz zaworów rurociągów (6D). Normy te definiują klasy materiałów, wymagania testowe i dokumentację identyfikowalności kutych komponentów stosowanych w obsłudze węglowodorów.
- AMS (Specyfikacje materiałów lotniczych): Odkuwki lotnicze regulują normy SAE AMS, takie jak AMS 2750 (pirometria do obróbki cieplnej) i gatunki AMS specyficzne dla materiału (np. AMS 6414 dla stali 4340). Zgodność wymaga udokumentowanej kalibracji pieca, certyfikowanych raportów z testów materiałów i kontroli pierwszego artykułu.
- ISO 9001 / IATF 16949: Certyfikaty systemu zarządzania jakością dla dostawców kuźni przemysłowych (ISO 9001) i motoryzacyjnych (IATF 16949). Certyfikaty te wskazują, że dostawca stosuje udokumentowany system jakości, ale same w sobie nie gwarantują zgodności produktu z określonymi specyfikacjami mechanicznymi.
Zawsze żądaj raportów z testów materiałowych (MTR), raportów z kontroli wymiarowej i raportów NDE przy każdej dostawie kucia. W przypadku zastosowań krytycznych badania w obecności świadków w kuźni są standardową praktyką w zamówieniach lotniczych i nuklearnych.
Często zadawane pytania dotyczące kucia stali
Jaka jest minimalna ilość zamówienia na odkuwki stalowe matrycowe?
Większość kuźni matrycowych ustala minimalną wielkość zamówienia (MOQ) na 100–500 sztuk w przypadku nowych projektów narzędzi, chociaż różni się to w zależności od rozmiaru i złożoności części. W przypadku małych, prostych części niektóre sklepy rozważą serie próbne obejmujące 50 sztuk. Głównym ograniczeniem są wysokie koszty oprzyrządowania — koszt matrycy podzielony na mniejszą liczbę części znacznie podnosi koszt jednostkowy. Odkuwki swobodnie matrycowe nie mają praktycznego minimalnego MOQ, ponieważ nie są wymagane żadne niestandardowe narzędzia.
Jak długo trwa wykonanie odkuwek stalowych?
W przypadku odkuwek matrycowych z nowym oprzyrządowaniem czas realizacji wynosi zazwyczaj 10–16 tygodni: 4–6 tygodni w przypadku projektowania i produkcji matryc, 1–2 tygodnie w przypadku prób kucia pierwszego artykułu oraz 2–4 tygodnie w przypadku obróbki cieplnej i obróbki części produkcyjnych. Odkuwki swobodnie matrycowe dużych części mogą zająć 8–20 tygodni, w zależności od wydajności kuźni i dostępności kęsów stalowych. Powtarzanie zamówień z istniejących matryc trwa zwykle 4–8 tygodni.
Czy stal nierdzewną można kuć przy użyciu tego samego sprzętu co stal węglową?
Tak, używane są te same młotki i prasy, ale stal nierdzewna — szczególnie gatunki austenityczne — wymaga większych sił kucia niż stal węglowa w równoważnych temperaturach ze względu na wyższe naprężenie płynięcia. Prasa przystosowana do określonego rozmiaru części ze stali węglowej może wymagać obniżenia wartości znamionowych lub podzielenia części na mniejsze operacje w przypadku przejścia na stal nierdzewną. Żywotność matrycy jest również zazwyczaj krótsza w przypadku kucia stali nierdzewnej ze względu na wyższe ciśnienia na granicy faz i zgorzelinę tlenku ściernego.
Czy kucie na gorąco różni się od kucia na gorąco?
Tak. Kucie na gorąco wykonuje się w zakresie temperatur pomiędzy kuciem na zimno a kuciem na gorąco — zazwyczaj dla stali wynosi 650–950°C. W tych temperaturach naprężenie płynięcia jest niższe niż w temperaturze pokojowej (co ułatwia formowanie), ale stal nie tworzy ciężkiej zgorzeliny tlenkowej obserwowanej podczas kucia na gorąco. Rezultatem jest lepsze wykończenie powierzchni i węższe tolerancje niż kucie na gorąco, przy niższych siłach docisku niż kucie na zimno. Kucie na gorąco stosuje się w przypadku części o średniej złożoności, gdzie jakość powierzchni jest ważna, ale siły kucia na zimno byłyby niepraktycznie wysokie.
Jak poprawnie określić odkuwkę na rysunku?
Kompletna specyfikacja odkuwki na rysunku powinna zawierać: gatunek stali (oznaczenie ASTM, AISI lub AMS), stan obróbki cieplnej i wymaganą twardość lub granicę plastyczności, wymagania dotyczące kąta zbieżności, minimalne promienie zaokrągleń i naroży, wykończenie powierzchni (wartość Ra) dla powierzchni odkutych, dopuszczalne wydłużenie wypływki na linii podziału, wymagane metody NDE (MPI, UT) i kryteria akceptacji oraz obowiązujące wymagania dotyczące raportów z badań materiałów. Odniesienie do obowiązującej normy ASTM (np. ASTM A668, klasa F) w przejrzysty sposób łączy wszystkie wymagania dotyczące materiałów i badań.